
Что определяет выбор связующего
Выбор связующего определяется тремя группами факторов: условиями эксплуатации, технологическими возможностями и экономикой производства.
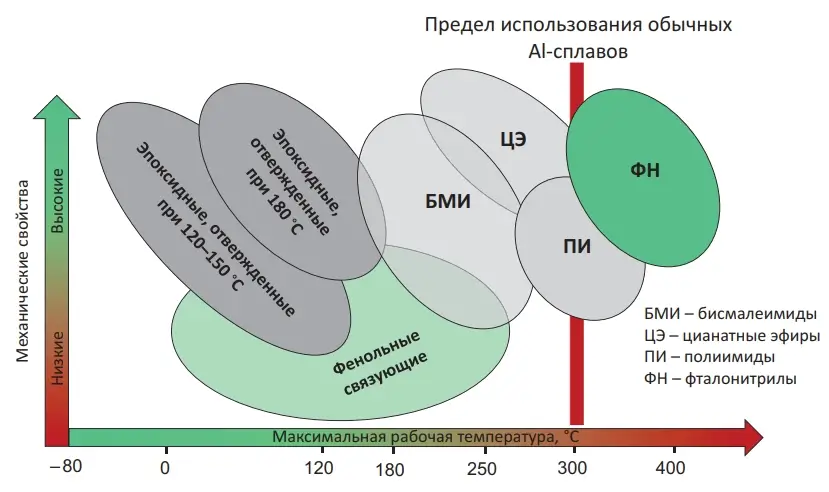
Например, для конструкций, работающих при температурах до 120 °C, чаще всего применяются эпоксидные системы с температурой стеклования 150–180 °C, превышение которой на 30–50 °C по сравнению с рабочей температурой гарантирует сохранение механических свойств. Для авиационных конструкций, где требуется длительная эксплуатация при 120–150 °C, используются эпоксидные системы горячего отверждения (например, при 180 °C) с температурой стеклования до 200–220 °C. Для изделий, рассчитанных на длительную работу при 200–250 °C, применяются бисмалеимидные матрицы. Для диапазона 250–300 °C рассматриваются цианатноэфирные и полиимидные системы, а для температур около 300–350 °C – фталонитрильные связующие. Значимы здесь не только температура стеклования и температура начала термодеструкции, но и сохранение модуля упругости, прочности при сдвиге и сжатии, межслоевых характеристик при повышенных температурах, а также стойкость к влаге, топливам, маслам и горячим газам. Матрица определяет межслоевую прочность, трещиностойкость и сопротивление расслоению, а также работу при ударных и циклических нагружениях. Даже при использовании высокопрочных волокон именно матрица может ограничивать несущую способность конструкции. Поэтому ее механические характеристики при рабочих условиях рассматриваются наравне с термическими.
Выбор матрицы связан также с технологией формования. Так, для вакуумной инфузии и метода RTM от связующего требуются низкая вязкость на стадии пропитки и достаточное технологическое окно формования. Автоклавные и безавтоклавные процессы формования, намотка и роботизированная выкладка предъявляют свои требования к реологии и кинетике отверждения. Геометрия изделия, толщина пакета, наличие замкнутых полостей и перепадов толщины напрямую влияют на перечень пригодных связующих. При этом высокие эксплуатационные свойства матрицы не имеют практической ценности, если она не обеспечивает стабильную воспроизводимость выбранной технологии в условиях реального производства.
Экономическая оценка также должна быть комплексной. Цена материала – важный, но не единственный компонент затрат на готовое изделие. Совокупная стоимость складывается из цены наполнителя и связующего, стоимости оснастки, оплаты труда, производительности процесса и выхода годных изделий. Например, переход от полиэфирного связующего к эпоксидному при более высокой цене материала может снижать трудоемкость, уменьшать долю брака и повышать механические характеристики изделия. Поэтому на практике выбирают не самые дешевые и не формально самые прочные матрицы, а системы с устойчивым технологическим поведением и предсказуемым качеством.
Термореактивные связующие и термопласты: границы применимости
Отвержденные термореактивные связующие и термопласты представляют собой два разных класса полимерных матриц, и выбор между ними определяет не только свойства готового изделия, но и всю технологическую цепочку его изготовления. Термореактивные матрицы имеют пространственно-сшитую структуру, не переходящую обратно в расплав. Это обеспечивает стабильность формы и размеров изделий из ПКМ при эксплуатации, высокую стойкость к ползучести и возможность длительной работы при температурах, близких к стеклованию. Для эпоксидных систем, бисмалеимидов, цианатных эфиров, полиимидов и фталонитрилов накоплен значительный массив данных по долговременной прочности, термоциклированию и влиянию среды. Для таких матриц характерны более высокая чувствительность к хрупкому разрушению, сложность ремонта и невозможность вторичной переработки как расплава.
Термопластичные матрицы при нагреве выше температуры плавления переходят, как известно, в вязкотекучее состояние. Это позволяет реализовывать короткие циклы формования, сварку элементов без склеивания и потенциальную переработку отходов. Высокотемпературные термопласты (PEEK, PEKK, PAEK, PPS, PEI) при комнатной и умеренно повышенных температурах обеспечивают механические характеристики на уровне авиационных эпоксидных матриц и отличаются высокой ударной вязкостью. Вместе с тем материалы семейства PAEK обычно относят к высокоэффективным термопластам и описывают как высокотемпературные конструкционные полимеры. Однако термическая стабильность материала не равна его механической работоспособности при нагреве. По мере приближения к температуре стеклования их модуль упругости и прочность при сдвиге и сжатии заметно снижаются. Поэтому диапазон температур, в котором удается сохранять требуемый уровень упруго-прочностных характеристик при длительной эксплуатации несущих конструкций, для многих задач оказывается ближе к области применения высокотемпературных эпоксидных систем, чем к нишам бисмалеимидов, полиимидов или фталонитрильных матриц. При этом стоимость PAEK-систем и требования к оборудованию для их переработки, как правило, выше, чем для эпоксидных матриц, что дополнительно ограничивает их применение там, где не требуется именно термопластический характер матрицы.
Наконец, важным фактором, ограничивающим использование термопластичных связующих, является их гораздо более высокая вязкость в жидкофазном состоянии по сравнению с термореактивными на этапе совмещения с наполнителем.
Рабочая температура и класс матрицы
При рассмотрении термостойких матриц важно учитывать, что температуры стеклования, плавления, начала термоокислительной деструкции и допустимая рабочая температура конструкции описывают разные стороны поведения материала. Для конструкционных ПКМ высокая термическая стабильность полимера сама по себе не гарантирует сохранения требуемых механических свойств в условиях длительного нагружения. Поэтому сопоставление различных классов связующих должно учитывать не только термические характеристики, но и изменение модуля, прочности и межслоевых свойств при повышенной температуре во времени (см. рисунок).
Нижний уровень температурного ряда образуют полиэфирные и винилэфирные матрицы, а также эпоксидные системы холодного отверждения. Полиэфирные матрицы сохраняют значение в массовых крупногабаритных изделиях благодаря низкой стоимости и удобству переработки, но их рабочая температура обычно не превышает 60–80 °C, а механические характеристики и усадка ограничивают применение в ответственных конструкциях. Эпоксидные системы этого диапазона позволяют перейти к области 80–100 °C и обеспечивают более высокие прочностные характеристики при умеренной технологической сложности. К этому классу относятся, в частности, инфузионные и RTM-системы типа Т20‑60 и ТК123.
Следующую ступень занимают эпоксидные системы горячего отверждения, рассчитанные на эксплуатацию в диапазоне 120–150 °C. Они применяются в авиационных препрегах и высокотемпературных RTM-системах, где требуется более высокий уровень прочности и жесткости при повышенной температуре. Связующее Т26 относится именно к этой категории и предназначено для высоконагруженных конструкций, изготавливаемых методами вакуумной инфузии и RTM.
Бисмалеимидные матрицы занимают область длительной эксплуатации порядка 200–250 °C. Современные системы этого класса, включая инфузионное связующее SB332, обеспечивают длительную эксплуатацию до 230 °C и кратковременную – до 250 °C при сохранении высоких характеристик на сдвиг и сжатие. Цианатные эфиры и полиимиды рассчитаны на диапазон 250–300 °C. Цианатные эфиры важны благодаря не только их высокой теплостойкости, но и низким диэлектрическим потерям и хорошей влагостойкости, что делает их привлекательными для радиопрозрачных и радиотехнических конструкций. Одновременно для цианатных систем характерны значительный экзотермический эффект при отверждении и повышенная чувствительность к влаге и составу каталитической системы, что требует очень аккуратного выбора режимов формования и ограничивает их использование в конструкциях сложной формы и значительной толщины. В российской практике основные потребности в высокотемпературных матрицах для авиации и космоса в настоящее время закрываются эпоксидными, бисмалеимидными, полиимидными и фталонитрильными системами, в то время как цианатные эфиры сохраняют более ограниченную область применения. Полиимиды способны работать при еще более высоких температурах, однако их переработка остается одной из самых сложных в отрасли: даже у современных модифицированных систем принципиальное ограничение, связанное с выделением летучих продуктов при отверждении, полностью не устранено.
Фталонитрильные смолы занимают верхнюю часть этого температурного ряда. Для них характерны температуры стеклования порядка 330–370 °C и выше, устойчивое сохранение межслоевых характеристик и модуля упругости при 300 °C, а также высокая термоокислительная стабильность. В современных композиционных системах фталонитрилы уже не ограничиваются только препрегами: разработаны составы, пригодные для RTM и вакуумной инфузии, с достаточной текучестью на стадии пропитки и контролируемой скоростью формирования сетки при отверждении. Это расширяет их применение в крупногабаритных и сложнопрофилированных конструкциях, рассчитанных на работу при 300–350 °C.
Фенольные и фенолоформальдегидные связующие занимают особое место. По уровню механических характеристик при комнатной и повышенной температурах они, как правило, уступают эпоксидным и бисмалеимидным связующим, но обеспечивают высокую огнестойкость и благоприятные показатели по дымогазовыделению. Поэтому их область рационального применения – конструкции, в которых определяющим фактором является пожарная безопасность: интерьерные панели, элементы внутренней отделки, специальные огнезащитные решения.
Развитие технологий формования и новые требования к связующим
Развитие технологий формования существенно усилило требования к связующим. Безавтоклавные процессы – вакуумная инфузия, RTM, различные варианты формования при пониженных давлениях – расширили использование композитов и снизили зависимость от автоклавов. В то же время для ответственных конструкций автоклавное формование во многих случаях сохраняет свое значение как способ получения минимальной пористости и стабильного качества изделий из ПКМ. Для безавтоклавных технологий были разработаны специальные эпоксидные системы с низкой вязкостью, разумным окном по жизнеспособности и контролируемой кинетикой отверждения. Примером служат связующие Т20‑60 и ТК123, ориентированные на инфузию и RTM при умеренных рабочих температурах.
В последние два десятилетия в мировой авиастроительной отрасли значительные усилия направлялись на внедрение термопластичных матриц в крупные силовые конструкции. Однако, несмотря на масштабные инвестиции, термопласты не стали доминирующим решением для крыльев и фюзеляжей: высокая стоимость, проблемы с достижением стабильно низкой пористости в крупногабаритных деталях, а также необходимость контролируемого охлаждения для кристаллизации PEEK и PEKK сузили их реальное применение в авиации в основном до небольших прессованных деталей.
На этом фоне роботизированная выкладка получила развитие прежде всего в сочетании с автоматизированным формированием сухих заготовок и последующей инфузией термореактивным связующим. В этой области показателен пример кессона крыла самолета МС-21, для которого применяются сухая углеродная лента Роболен 200 и эпоксидное связующее Т26. Такая комбинация позволяет получать крупногабаритные высоконагруженные конструкции без классического автоклавного цикла и показывает, что часть технологических преимуществ, которые долгое время связывались преимущественно с термопластами, может быть реализована и на основе термореактивных связующих, если матрица и армирующий полуфабрикат изначально разрабатываются как единая технологическая система.
Комплексный выбор материалов для современных конструкций
На практике выбор связующего почти всегда определяется не изолированно, а в составе готового технологического решения, включающего армирующий материал и метод формования.
Для крупногабаритных конструкций при умеренных температурах рациональны эпоксидные инфузионные системы с отверждением при 120–150 °C в сочетании с углеродными или стеклянными тканями и сухими полуфабрикатами. Для конструкций с повышенной рабочей температурой и требованием автоматизации используются комплексы из сухих материалов типа Роболен и высокотемпературных эпоксидных связующих, таких как Т26, рассчитанных на эксплуатацию при 120–150 °C. Для горячих зон и длительной работы при 200–250 °C применяются бисмалеимидные системы, для диапазона 250–300 °C – цианатные эфиры и полиимиды, а для температур около 300–350 °C – фталонитрильные матрицы, в том числе адаптированные к RTM и инфузии.
В рамках этой логики работают, например, материалы компании «ИТЕКМА», в которых используется ряд связующих, разработанных в АО «ИНУМиТ». Так, эпоксидные связующие Т20‑60 и ТК123 обеспечивают формование крупногабаритных конструкций инфузией и RTM при умеренных рабочих температурах. Высокотемпературная эпоксидная система Т26 ориентирована на автоматизированную выкладку сухих заготовок и последующую инфузию для получения высоконагруженных конструкций с повышенной температурой эксплуатации. Бисмалеимидные материалы уровня М250 и инфузионные системы типа SB332 закрывают диапазон порядка 200–250 °C. В верхней части температурного диапазона находятся фталонитрильные препреги РНТ450 и РНС450, а также инфузионное связующее ФНИ370, позволяющие переходить к конструкциям, рассчитанным на долговременную работу при 300–350 °C при современных технологиях формования.
Заключение
Современные ПКМ по степени разнообразия и специализации все в большей мере приближаются к металлическим материалам, где давно используется широкий набор сплавов под разные условия работы. Поэтому корректнее говорить не о композитах вообще, а о большом семействе материалов, в котором именно связующее определяет область применения, технологию изготовления и уровень реализуемых свойств. Подобно тому, как в металлургии для разных условий эксплуатации разработаны различные сплавы, в мире ПКМ именно матрица задает температурный диапазон, способ формования и область рационального применения материала.
Таким образом, выбор связующего – не финальная настройка рецептуры, а один из основных инструментов проектирования композита.
Selection of Matrix for Polymer Composites Taking into Account Production Technology and Operating Conditions
O. S. Morozov
The applications of polymer composites are determined not only by the reinforcing filler, but also by the nature of the matrix, which largely determines the methods and modes of molding, the range of working temperatures of the product. It is the polymer matrix that largely determines the range of operating temperatures of products, resistance to environmental influences and the economic feasibility of using composites. Principles of polymer matrix selection are discussed.
Опубликовано в журнале «Полимерные материалы» № 7 (326) 2026 г., с. 29-32.




