
Итак, меловая добавка – это мастербатч, содержащий 60–90 % наполнителя в виде карбоната кальция в практически любой форме – кальцита, мела, микромрамор, микрокальцита и т.п. По сути, все эти названия являются синонимами одного и того же химического вещества с химической формулой СаСО3. Карбонат кальция (СаСО3) характеризуется относительно высокой в сравнении с полиолефинами физической плотностью, более высокими значениями коэффициента теплопроводности, показателя преломления и диэлектрической проницаемости, меньшей удельной теплоемкостью (см. таблицу).
Сравнительные показатели некоторых физических свойств карбоната кальция (СаСО3) и полиэтилена (ПЭ)
| Параметр | Значение | |
| СаСО3 | ПЭ | |
| Удельный вес, г/см3 | 2,7–2,8 | 0,85–0,95 |
| Коэффициент теплопроводности, Вт/(м·К) | Около 2,7 | 0,20–0,52 |
| Удельная теплоемкость, кДж/(кг·К) | Около 0,88 | 1,8–2,8 |
| Показатель преломления, отн. ед. | 1,60 | 1,51 |
| Диэлектрическая проницаемость (при 17–22 °C и частоте 104 Гц), отн. ед. | 8,0–8,5 | 2,2–2,4 |
Как известно [1, с. 861], ввод наполнителя оказывает влияние практически на все свойства полимера – цвет, плотность, усадку, степень кристалличности, физико-механические, теплофизические, электропроводящие и прочие свойства. Таким образом, можно с уверенностью сказать, что меловая добавка в качестве наполнителя модифицирует собой исходный полиолефин, в который она вводится, соответствующим образом изменяя его свойства.
Качество и экономичность
Прежде всего, изменяется физическая плотность полиолефинов. Поскольку СаСО3 имеет более высокую плотность, чем полиолефины, то и меловой концентрат имеет плотность 1,6–1,9 г/см3 в зависимости от содержания СаСО3 в добавке. Соответственно, плотность готового наполненного изделия возрастает пропорционально проценту ввода СаСО3. Данный параметр крайне важен с экономической точки зрения при производстве изделий, которые продаются «на вес». Например, если вес готового изделия по стандарту должен быть 100 г, то с учетом более низкой, чем полиолефин, цены меловой добавки, экономически выгоднее максимизировать ввод последней в основное сырье для достижения большей экономии. Разумеется, при этом будут неминуемо изменяться физико-механические характеристики готового изделия. Здесь основным фактором выступает уже качество меловой добавки.
Примером служат представленные на рис. 1 зависимости прочности при растяжении плоской полипропиленовой (ПП) нити из гомополимера SIBEX PP H030GP/3 (ширина – 2,8 мм, линейная плотность – 800 ден), применяемой при производстве ПП-ткани, от дозировки различных меловых добавок [2].
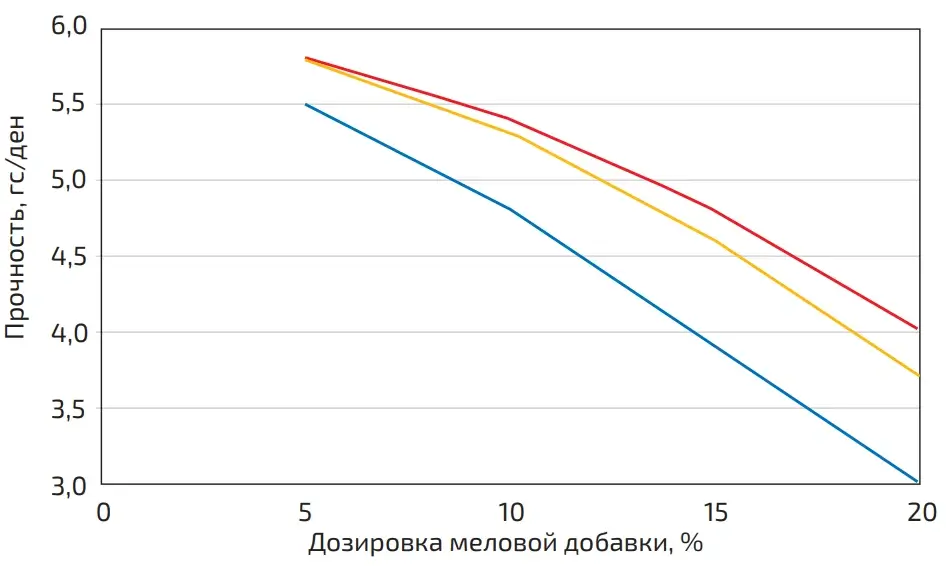
Красная кривая на рис. 1 относится к российской меловой добавке A-Len R1PP-280 (80 % обработанного микрокальцита со средним размером частиц 1 мкм в матрице из первичного ПП SIBEX от компании «Сибур»), синяя кривая – также к российской добавке, но от другого производителя (80% СаСО3 во вторичном ПП после лазерной фильтрации), а желтая – к меловой добавке вьетнамского производства с 84 % микрокальцита в ее составе.
Очевидно, что с ростом процента ввода прочность готового изделия падает в прямой зависимости от качества меловой добавки – у продукта на основе первичного полимера она снижается меньше, чем в других вариантах.
В случае, если изделие не предполагает возможности продажи «на вес», например изделие, получаемое литьем под давлением или в виде трубы, то очевидно, что если плотность меловой добавки приблизительно в два раза выше, чем основного полиолефинового сырья, то повышенный ввод меловой добавки экономически целесообразен в случае двукратного превышения цены сырья над ценой добавки. На момент написания статьи (май – июнь 2026 г.) в связи с ростом цен на полимеры данное условие соблюдается. Но в указанном контексте требуется постоянный мониторинг разницы цены меловой добавки и основного сырья с коррекцией рецептуры в зависимости от вышеприведенного соотношения, если для производителя приоритетным является экономический аспект.
При этом, в связи с отмеченным применением карбоната кальция для применения в ПП-рафии, необходимо подчеркнуть его антифибрилляционные свойства. Действуя как наполнитель и заполняя собой пространства между надмолекулярными структурами ориентированного ПП, СаСО3 снижает его способность к расщеплению (фибрилляции) в направлении ориентации фибрилл, т.е. в направлении экструзии. Это ярко проявляется затем при ткачестве рафии на ткацких станках, где фибрилляция проявляется в форме «ваты», препятствующей нормальной работе оборудования, что было ранее также более подробно описано нами в источнике [2].
Антиблокирующий эффект
Второй важной модификацией, которую меловая добавка обеспечивает для полиолефинов, являются антиблокирующие свойства. Стандартно в качестве антиблока для полиолефиновых пленок используется натуральный или синтетический диоксид кремния (SiO2), который за счет создания микрошероховатости на поверхности пленки снижает ее адгезионные свойства. Однако натуральный и, тем более, синтетический диоксиды кремния достаточно дороги. Конечно, для пленок из ПЭНП толщиной менее 40 мкм кремниевые антиблоки практически безальтернативны. Однако, доля таких тонких пленок в общем объеме выпуска сравнительно невелика в связи со специфичностью их конечного применения. В более толстых пленках, как показывает практика, в качестве антиблока успешно применяется меловая добавка, поскольку карбонат кальция с размером частиц менее 2 мкм так же точно создает микрошероховатость пленки, причем при меньшем абразивном воздействии CaCO3 на шнековые пары по сравнению с SiO2: твердость по Моосу карбоната кальция – 3 против 6 у диоксида кремния. Причем, если в теории считается, что типичная концентрация антиблокирующей добавки на основе диоксида кремния в полиолефиновых пленках составляет 1000–2000 ppm для синтетического SiO2 и 2500–4000 для натурального [1, с. 571], а для СаСО3 – 3000–6000 ppm, то практика показывает, что актуальные значения для CaCO3 сопоставимы с таковыми для натурального SiO2 при меньшей абразивности и примерно в 4 раза более низкой цене готового мастербатча. Таким образом, меловая добавка способна к модификации трибологических свойств полиолефиновых пленок с сопутствующим снижением их себестоимости.
Оптические свойства
Разумеется, в сравнении с синтетическим SiO2 меловая добавка способствует замутнению пленки и снижению ее оптических свойств. Но что плохо для одного применения, иногда хорошо для другого. Так, при изготовлении окрашенных в массе изделий из полиолефинов методами экструзии, литья под давлением и экструзионно-выдувного формования прозрачность чаще всего является нежелательным фактором перерасхода дорогостоящего цветного суперконцентрата. За счет низких оптических свойств карбонат кальция фактически является идеальным по соотношению цены и качества замутнителем, снижающим расход красителя.
Естественно, оптика полимера в данном случае зависит от концентрации наполнителя. При вводе мелкодисперсного карбоната кальция в полиолефин в количестве 2–3 % готовое изделие чаще всего не теряет в прозрачности. Зато ввод в более высоких концентрациях – 20–30 % – позволяет снизить дозировку красителя в 2–3 раза, что особенно характерно для белых и светлых тонов. При этом белизна не снижается, а укрывистость повышается.
Необходимо заметить, что яркость некоторых цветов при вводе карбоната кальция приглушается, а темные тона несколько осветляются, и это может иметь критическую важность при подборе красителя и выборе его концентрации в готовом изделии.
Электрические свойства
Кроме того, нельзя не упомянуть, хотя бы кратко, важную модификацию карбонатом кальция электрических свойств полимера. Поскольку объемное удельное сопротивление большей части иных наполнителей численно превышает поверхностное, то наполненные полимеры зачастую проявляют склонность к трекингу – образованию проводящих путей (треков) на поверхности изделия, что может привести к снижению диэлектрических свойств материала. Некоторые исследователи отмечают, что карбонат кальция решает данную проблему, наряду с доломитом [1, с. 865].
Ударная прочность
Также по сравнению с другими наполнителями карбонат кальция при литье под давлением полиолефинов придает готовому изделию более высокую эластичность и ударную вязкость без надреза, при этом снижая прочность при растяжении [3, с. 313]. Это происходит за счет появления межфазного разделения на границе полимер – CaCO3, которое препятствует росту микротрещин и, соответственно, катастрофическому разрушению изделий [4]. За счет более высокой теплопроводности и низкой теплоемкости карбоната кальция отлитое изделие быстрее остывает и ускоренно кристаллизуется.
Усадка
Частицы наполнителя создают каркас, который препятствует усадке полимера. Кроме того, карбонат кальция имеет более низкий коэффициент теплового расширения по сравнению с полимерами (см. таблицу), что также способствует сокращению объема расплава.
Частицы, близкие к сферической форме, способствуют их более равномерному распределению в полимерной матрице и снижению анизотропии усадки. Более мелкие частицы также усиливают взаимодействие с молекулярными цепями, что повышает эффективность подавления усадки.
Кроме того, за счет тепловых свойств карбоната кальция при литье и экструзии труб, снижается эффект локальных перегревов, а расплав прогревается быстрее и равномернее, что, в свою очередь, позволяет увеличить скорость формования. При этом ускоряется процесс охлаждения изделия, что также увеличивает производительность переработки в целом [4].
Кристаллизация
Частицы карбоната кальция могут выступать в качестве центров кристаллизации для полиолефинов. Это способствует образованию бездефектных кристаллитов меньшего размера, что несколько увеличивает твердость композиции с CaCO3 в составе.
То же самое свойство частиц карбоната кальция увеличивает кольцевую жесткость полиолефиновых труб, определяемую модулем Юнга полимерной основы, а также параметрами трубы (толщина стенки, средний диаметр) и ее конструкцией [4].
Как известно, класс жесткости трубы SN измеряется в кН/м2 и определяется по следующей формуле [5]:
SN = (E0 · I) / d3,
где E0 – модуль Юнга полимерного материала; d – средний диаметр трубы; I – момент инерции стенки трубы на единицу длины, рассчитываемый по известной формуле:
I = h3 / 12,
где h – толщина стенки.
Практика показывает, что карбонат кальция, будучи введен в состав полимера в виде меловой добавки, такой как A-Len R1PE-282, повышает значение модуля Юнга. Соответственно, пропорционально увеличивается значение SN. А это, в свою очередь, дает возможность либо повысить класс жесткости трубы, либо снизить толщину стенки трубы при сохранении ее класса жесткости и без ущерба качеству.
Вязкость расплава
Наконец, важнейшим аспектом модификации свойств полимера с помощью меловой добавки является снижение вязкости расплава за счет наполнения матрицы частицами карбоната кальция. Корректную оценку вязкости дисперсно-наполненного полимера при скорости сдвига 100–1000 1/с дает формула Эйнштейна [1, с. 867]:
ηс = ηm (1 + 2,5νf),
где ηс – вязкость композиции, Па·с; η0 вязкость полимерной матрицы, Па·с;
νf – объемная доля наполнителя, отн. ед.
Причем количественные значения снижения вязкости неоднозначны и зависят от целого ряда факторов: концентрации наполнителя (видно из вышеприведенного уравнения), гранулометрического состава композиции и коэффициента формы частиц.
Гранулометрический состав определяется лазерным анализатором-микросайзером типа Malvern, Sedigraph и их аналогами (рис. 2). Данный лабораторный прибор определяет как размер частиц карбоната кальция в диапазоне от 0,01 до 3000 мкм, так и строит кривую их распределения по размерам.
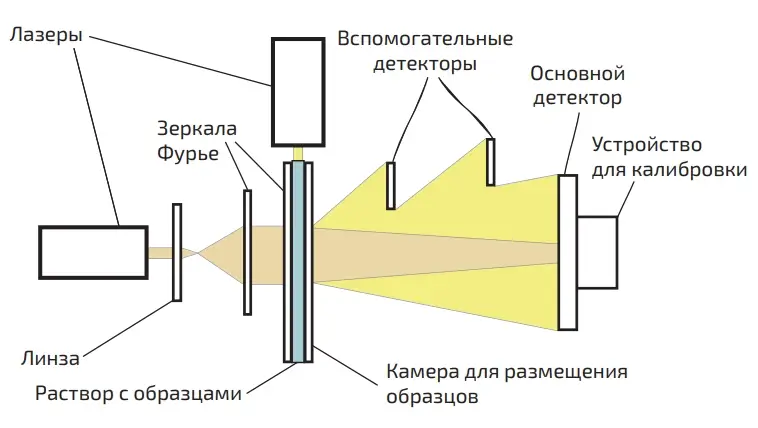
Лазерный анализатор размера частиц работает на основе эффекта лазерной дифракции. Лазерный дифракционный анализ изначально основан на теории дифракции Фраунгофера, согласно которой интенсивность света, рассеянного частицей, прямо пропорциональна размеру частицы. Лазерный луч проходит через образец и при взаимодействии с растворенными в дистиллированной воде или изопропаноле частицами карбоната кальция отклоняется на определенный угол, который зависит от размера частицы: крупные частицы преимущественно рассеивают свет под малыми углами к лазерному пучку, а мелкие – под большими. Рассеянный свет направляется на многоэлементный детектор (как правило, фотодиодную матрицу). Интенсивность излучения, попавшего на каждый элемент детектора, измеряется, а затем, на основе принципов теории рассеяния немецкого физика Ми (Mie) математически рассчитывается распределение частиц по размерам. которые выражаются в виде эквивалентного диаметра – диаметра сферы, которая дает аналогичную дифракционную картину.
Более полно данная методика описана в [6].
Коэффициент формы частиц, так же, как и вязкость, определяется из формулы Эйнштейна, но в данном случае – применительно к разбавленным суспензиям [7, с. 108]:
ηс= η0 (1+ke × θH),
где ηс – вязкость суспензии, Па۰с; η0– вязкость низкомолекулярной жидкости, Па۰с; ke–искомый коэффициент формы; θH– содержание дисперсного наполнителя, причем оно должно быть ≤ 0,076 об. д.
Отмечается [7, с. 119–120], что для шарообразной формы частиц наполнителя значение ke составляет 2,5, тогда как для чешуйчатой и пластинчатой форм – 5,0, для нерегулярной – 4,0, а эллипсоидной – 2,58–6,0 в зависимости от отношения длины к диаметру полууоси (L/d = 2–10).
Там же отмечается, что сферическая форма частиц дисперсного наполнителя является наименьшим концентратором напряжений в полимере, тогда как чешуйчатая, пластинчатая, нерегулярная формы и эллипсоидная (с большим отношением длины к диаметру, равным, например, 8–10), воспринимают на себя большие внешние напряжения [7, с. 120].
Тем самым, как отмечается и в [1, с. 867], наполнители с частицами, форма которых отлична от сферы, увеличивают вязкость полимера больше, нежели аналоги со сферической формой.
Наконец, важнейшим фактором в модификации вязкости является показатель текучести расплава (ПТР) полимерного связующего самой меловой добавки. В российских условиях в качестве полимерной матрицы доступны ПЭ с ПТР 0,3-50 (при 190 °С/2,16 кгс) и ПП с ПТР 1–35 (при 190°С/2,16 кгс) производства ПАО «СИБУР Холдинг» (заводы в гг. Тобольске и Нижнекамске), АО «ИНК» (г. Иркутск), ПАО «РОСНЕФТЬ» (завод в г. Уфа), ПАО «ЛУКОЙЛ» (завод в г. Буденновск), ООО «Полимир» (Белоруссия), ТОО «Нефтехим» (Казахстан), ТКНПЗ (Туркменистан), ООО СП «Uz-Kor Gaz Chemical» (Узбекистан).
Следует добавить, что у добавок иностранного производства, импортируемых в Россию, ассортимент подходящего для компаундирования полимерного сырья существенно шире.
Заключение
Таким образом, как показывает теория и подтверждает многолетняя практика огромного количества пользователей, меловая добавка выступает модификатором самых различных свойств полиолефинов, придавая им ряд характеристик, требуемых для готового изделия. Ошибочно считать, что меловая добавка – это исключительно средство снижения себестоимости готовой продукции и ничего более. Наряду с этим, она является мощным инструментом оптимизации многих технологических аспектов и входит в состав комплексных решений для целого ряда производственных задач. Разумеется, ввод меловых добавок в полиолефины требует определенной работы по изменению рецептур, но результат – как технологический, так и экономический – стоит потраченных усилий. Специалисты ГК «Алеко» всегда готовы оказать в этом необходимую консультационную поддержку.
Литература
- Цвайфель Х., Маер Р. Д., Шиллер М. Добавки к полимерам. Справочник / Пер. с англ. 6-го изд. под ред. В. Б. Узденского, А. О. Григорова. – СПб.: ЦОП «Профессия», 2016. – 1088 с.
- Коваленко А. Н. Решение задач в производстве мягкой ПП-упаковки с помощью добавок и концентратов // Полимерные материалы. – 2026 – № 5 – С. 4–8.
- Функциональные наполнители для пластмасс. / Под ред. М. Ксантоса. Пер. с англ. под ред. Кулезнева В. Н. – СПб.: Научные основы и технологии, 2010. – 462 с.
- Кацевман М., Киселев С., Айзинсон И. Применение концентратов минеральных наполнителей в производстве полимерных труб. URL: https://polypipe.info/technologies-materials/417-primeneniekoncentratov (дата обращения: 08.06.2026).
- Кольцевая жесткость. URL: https//gost-lab.com/articles/koltsevaia-zhestkost (дата обращения: 08.06.2026).
- Методические указания к лабораторным работам по определению гранулометрического состава дисперсных образцов на лазерном анализаторе частиц Analysette22 NanoTec (Fritsch) [Электронный ресурс] / Cост. П. А. Никифоров. – Владивосток: Издательский дом Дальневост. федерал. ун-та, 2013. – 27 с.
- Симонов-Емельянов И. Д. Структура и свойства дисперсно-наполненных полимерных композиционных материалов. – СПб. ЦОП «Профессия», 2024. – 280 с.
The Role of Chalk Additives as a Modifier in the Production of Polyolefin Products
A. N. Kovalenko
The article describes chalk additives in polymer materials and expands the idea of their significance as a modifier of various properties in the production of products from the most common class of polymer materials – polyolefins.
Опубликовано в журнале «Полимерные материалы» № 7 (326) 2026 г., с. 10-14.




