
Полностью автоматизированная установка для экструзионно-выдувного 3D-формования (источник: Kautex)
Введение
Традиционные технологии переработки термопластичных полимерных материалов, такие как литье под давлением, экструзионно-выдувное формование (ЭВФ) или термоформование, разработаны и совершенствуются уже многие десятки лет. Однако они имеют ряд существенных ограничений и границы применения. Например, с их помощью невозможно либо очень дорого изготавливать полые пластиковые изделия сложной пространственной формы, такие как воздуховоды или бензопровод для автомобилей (рис. 1).

Вплоть до конца прошлого века такая продукция изготавливалась из металлических труб и имела высокие себестоимость и массу, что не устраивало заказчиков. Специально для производства подобных изделий с минимальными производственными затратами и меньшей по сравнению с металлическими аналогами массой компания Kautex (Германия) в конце прошлого века разработала для нужд автопрома особую технологию, которую назвали экструзионно-выдувным 3D-формованием (3D extrusion blowing, suction blow moulding, suction extrusion moulding). Ее развитие в последующие годы шло на путях автоматизации и цифровизации производства, а также усложнения и расширения типоразмеров трубчатых пластиковых изделий пространственной кривизны (рис. 2).

1. Общий принцип и преимущества
Данная технология представляет собой модификацию экструзионно-выдувного процесса, при котором паризон (полимерная трубка в расплавленном состоянии) укладывается по сложной трехмерной траектории формообразующей поверхности формы (рис. 3). Это является принципиальным отличием от классической технологии ЭВФ, когда форма смыкается непосредственно вокруг прямолинейного паризона.
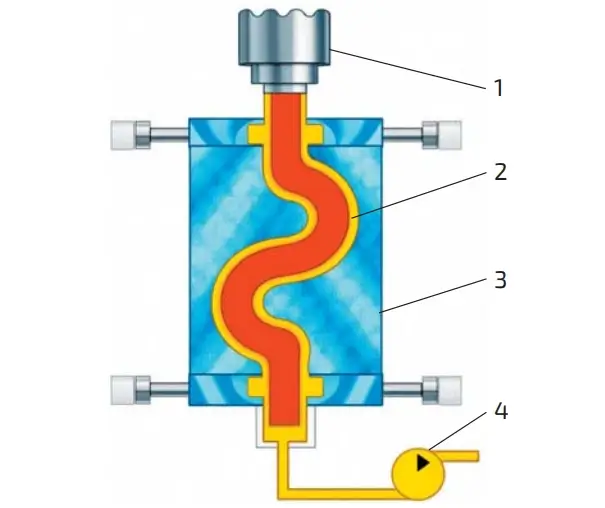
Ключевое технологическое преимущество 3D-ЭВФ по сравнению с традиционным ЭВФ, заключается в полном отсутствии зажимных поверхностей на прямых участках изделия. В результате форма смыкается только по сложному контурному шву, что позволяет создавать детали с обходами, петлями, изгибами и пространственными переходами без образования облоя (рис. 4).

Альтернативными, на первый взгляд, технологиями по отношению к 3D-ЭВФ являются газоинжекционное литье под давлением или, иначе, литье с газом [2], а также так называемая технология Twinsheet [3], которые отличаются, однако, сферами применения.
В общем случае технология 3D-ЭВФ имеет ряд перечисленных ниже преимуществ перед альтернативными.
Экономия материала за счет отсутствия отходов в виде облоя (см. рис. 4).
Снижение массы изделия. При необходимости конструкторы могут точно проектировать требуемую толщину стенки паризона по его длине, обеспечивая равнопрочность изделия без перерасхода материала и его потерь на облой.
Снижение трудозатрат, поскольку не требуется этап механического удаления облоя вручную или на фрезерных или облойных станках.
Сокращение производственного цикла за счет того, что изделие извлекается из формы уже готовым к использованию или требует минимальной финишной обработки.
Расширение дизайнерских возможностей, котороезаключается в создании изделий, которые было бы невозможно изготовить классическим выдувом, например, с замкнутыми контурами (цельные ручки, кронштейны, рамы), сложными обводными каналами, спиралевидными и пространственно-изогнутыми формами.
Эстетическое превосходство: готовое изделие не имеет следов удаления облоя, что особенно важно для потребительских товаров и свободы дизайнерских решений.
2. Методы 3D-ЭВФ
Технология 3D-ЭВФ имеет три разновидности, которые отличаются составом оборудования и уровнем автоматизации процесса. В любом случае длительность периода между экструзией паризона и подачей сжатого воздуха для его формообразования ограничивается, как обычно для ЭВФ, временем пребывания материала в расплавленном, а затем и в переходном высокоэластическом состоянии.
2.1. Вакуумное 3D-ЭВФ (Suction Blow Molding)
Это наиболее автоматизированный и технологичный метод.
Принцип. Паризон экструдируется сразу в сомкнутую форму при одновременном воздействии вакуума, который как бы «засасывает» паризон, укладывая его по сложному контуру оформляющей полости формы. Под действием разрежения гибкий расплавленный паризон протягивается по всей сложной траектории оформляющей полости, точно повторяя ее 3D-контур. И только после полной укладки паризона в форму происходит стандартный этап его выдува сжатым воздухом для прижима материала к стенкам формы (рис. 5).
Преимущества:
- Максимальная производительность и стабильность. Полностью автоматизированный цикл, синхронизированный с экструдером.
- Высокая повторяемость и точность. Исключен человеческий фактор, геометрия укладки жестко задается формой.
- Возможность работы с длинными и сложными траекториями укладки.
Недостатки:
- Высокая стоимость оснастки. Форма представляет собой высокотехнологичное устройство со сложными внутренними вакуумными каналами, системами охлаждения и высокой точностью изготовления.
- Низкая гибкость. Ккаждое новое изделие требует проектирования и изготовления новой, уникальной и дорогой формы.
- Ограничения по геометрии. Слишком резкие изгибы или малые радиусы могут привести к заломам или неравномерному растяжению паризона при укладке.
- Области применения метода: автомобильные воздуховоды сложной формы, трубки жидкостного охлаждения серверов, элементы впускных коллекторов.
2.2. 3D-ЭВФ с подачей паризона в форму вручную (Manual Parison Placement)
Это самый простой и гибкий метод, не требующий сложного оборудования.
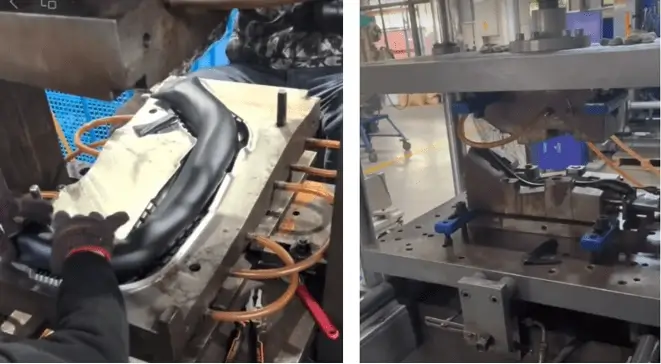
Принцип. Экструдер производит отрезок паризона, который оператор вручную укладывает в открытую оформляющую полость полуформы (рис. 6). Затем форма смыкается для этапа выдува. Этот метод максимально упрощает оборудование, перекладывая ключевую задачу по 3D-укладке на оператора.
Как это работает:
- Экструзия и отрезка. Экструдер выдает паризон, от которого автоматически или вручную отрезается участок, чуть превышающий длину траектории в форме.
- Ручная укладка. Оператор в термостойких перчатках берет горячий паризон и аккуратно размещает его по контуру оформляющей полости полуформы. Для сложных контуров могут использоваться направляющие или простые оправки.
- Смыкание и выдув. Форма закрывается, и производится выдув изделия.
- Извлечение и чистка. Оператор извлекает готовое изделие, при необходимости удаляет облой (если он образовался в зоне смыкания) и готовит форму к следующему циклу.
Преимущества:
- Минимальные инвестиции в оборудование.
- Возможность, меняя формообразующие вставки на одной и той же форме, изготавливать 3D-изделия разного типоразмера.
Недостатки:
- Низкая производительность и высокая трудоемкость.
- Зависимость от навыка оператора и, как следствие, риск брака из-за неравномерной укладки, перекосов, перегрева или остывания паризона.
- Ограничения по размерам и температуре, поскольку ручная работа с габаритными и тяжелыми горячими паризонами физически сложна и опасна.
- Нестабильность качества от изделия к изделию.
Области применения метода: производство прототипов, уникальных дизайнерских изделий и мелкосерийной продукции, ремонт и производство штучных деталей.
2.3. 3D-ЭВФ с подачей паризона манипулятором (Robotic Parison Placement)
Это наиболее распространенный метод изготовления изделий крупными сериями.
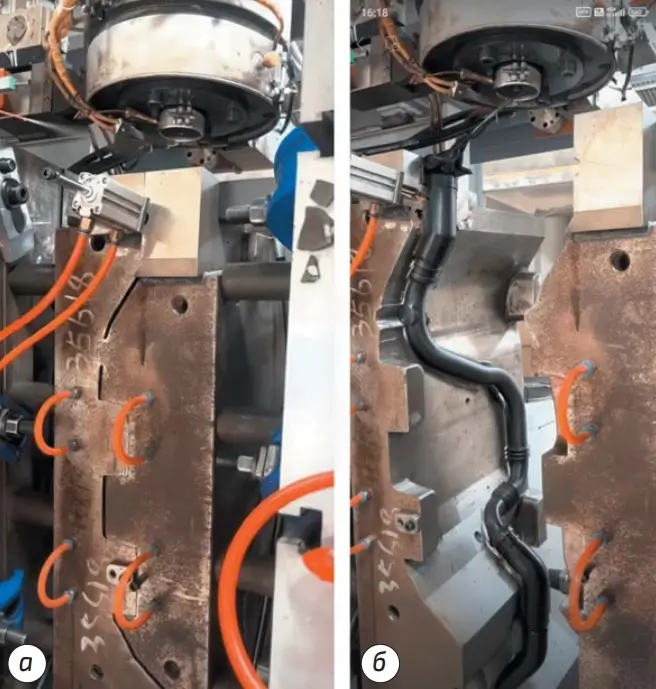
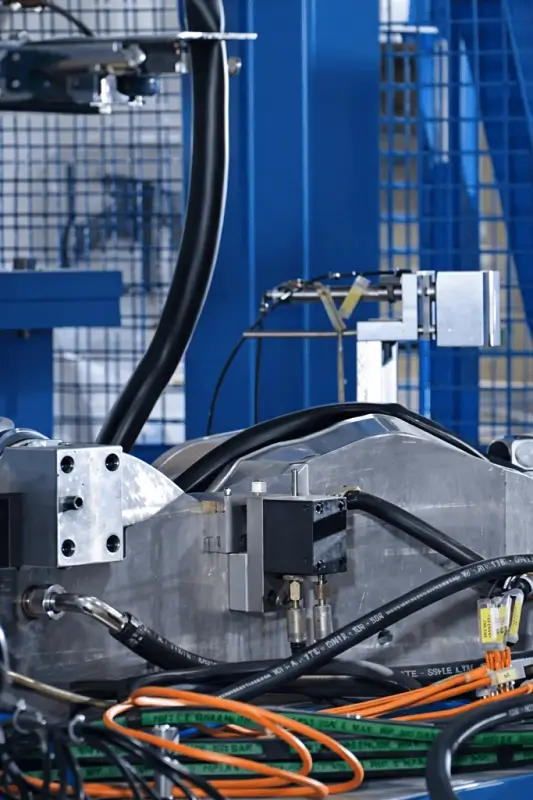
Принцип. Вместо оператора паризон захватывает и укладывает в форму программируемый робот-манипулятор, который с помощью оснастки с захватом берет на себя функцию точной укладки паризона. Захват может быть пассивным (зажимным) или активным (с сервоприводом для протяжки и контроля положения паризона). При этом робот по заранее запрограммированной траектории, синхронизированной с работой экструдера, помещает паризон в открытую форму (рис. 7).
Как это работает:
- Экструзия. Экструдер выдает паризон по сигналу от робота или общей системы управления.
- Точный захват и программная укладка. Робот захватывает паризон специальной оснасткой, перемещает его по заданной траектории и укладывает в форму (см. рис. 7).
- Автоматическое смыкание формы и выдув. Форма автоматически закрывается, и происходит выдув.
- Извлечение. Обычно тот же робот или отдельный манипулятор извлекает готовое изделие
Преимущества:
- Высокая точность и воспроизводимость.
- Гибкость производства. Переход на новое изделие заключается в загрузке новой программы для робота и возможной смене захвата, а форма с новой формообразующей вставкой может оставаться относительно простой и универсальной.
- Повышенная производительность по сравнению с ручным методом и возможность непрерывной цикличной работы.
- Безопасность. Исключен контакт персонала с горячим материалом и движущимися частями формы.
Недостатки:
- Высокие первоначальные инвестиции (робот, система программирования).
- Потребность в квалифицированном персонале для программирования.
Область применения: производство сложных полых технических изделий крупными сериями (автомобильные воздуховоды, бензопроводы, водопроводы сложной формы, трубки жидкостного охлаждения серверов для конвейеров).
В принципе, для реализации технологии 3D-ЭВФ подходят стандартные выдувные машины, которые, однако, ограничиваются экструзией паризона, а функции его укладки в форму и выдува выполняются на другом оборудовании в зависимости от метода 3D-ЭВФ. При этом укладка паризона может производиться и вручную. Так, на рис. 8 показана одноручьевая (с одной экструзионной головкой) машина компании Leshan, которая подойдет для ручного варианта 3D-ЭВФ. В свою очередь, на титульном фото представлена установка компании Kautex для полностью автоматического изготовления полых 3D-изделий по технологии 3D-ЭВФ.

Заключение
Таким образом, технология 3D-ЭВФ открывает уникальные возможности для дизайнеров и инженеров, позволяя создавать легкие, прочные и сложные полые изделия сложной пространственной формы без производственных отходов. Это особенно важно при работе с дорогостоящими инженерными и специальными полимерами. 3D-ЭВФ – это прямой путь к снижению себестоимости, повышению экологической ответственности и созданию изделий, которые невозможно или слишком дорого изготовить с помощью традиционных технологий. Выбор между вакуумным, ручным и роботизированным методами 3D-ЭВФ зависит исключительно от задач производства – объема выпуска и требуемой точности изделий, а также от бюджета предприятия.
Литература
- Давыдов М. В. Паризон-контроль: не опция, а необходимость // Полимерные материалы. – 2026. — № 5. – С. 22–26.
- Бауэр Р. Возможности литья с газом в крупносерийном производстве // Полимерные материалы. – 2018. — № 12. – С. 18–21.
- Шварцманн П. Технология Twinsheet изготовления полых изделий сложной конфигурации за один цикл // Полимерные материалы. – 2016. — № 12. – С. 2–8.
3D Extrusion Blowing: Principle and Purpose
M. V. Davydov
The technology of the so-called 3D extrusion-blow moulding, which makes it possible to produce hollow tubular plastic products of complex spatial shape most economically and without production waste, is discussed.
Опубликовано в журнале «Полимерные материалы» № 6 (325) 2026 г., с. 18-22.




