
Литье под давлением – основная технология производства продукции на заводе компании Akroh Industries. Основу парка литьевого оборудования, в который входит 50 термопластавтоматов (ТПА), составляют большие ТПА серии MacroPower производства австрийской компании Wittmann Battenfeld (WiBa) из г. Коттингбрунна.
С момента основания компании Akroh Industries в 1956 г. ассортимент ее продукции неоднократно менялся и диверсифицировался. До настоящего времени она производила широкий спектр пластмассовых изделий для самых разных отраслей, включая сельское хозяйство, автомобилестроение и здравоохранение. Сегодня основное внимание уделяется выпуску продукции, предназначенной для использования в сельском хозяйстве и молочном животноводстве. Более 7000 различных изделий и их разновидностей поставляется в 60 стран мира. При этом активно используется более 600 (!) форм для литья под давлением. Поэтому особое значение для конкурентоспособности компании приобретают задачи высокой производительности и вопроизводимого качества литья, невзирая на частую смену типоразмера изделий и вида перерабатываемого материала. Решать эти задачи помогают системы автоматизации, поддерживаемые «умными» программами-помощниками.
Примером служат изготавливаемые из ПП полотна сгребных лопат, предназначенных для работ в стойлах для коров и в поле, где температура окружающей среды зимой и летом может колебаться от –10 до +40 °С соответственно (рис. 1, а). Эти крупногабаритные изделия массой около 1000 г изготавливаются на ТПА модели MacroPower 850 в одногнездной литьевой форме с временем цикла 30 с. В перерабатываемый ПП добавляется 10 % рециклята в виде измельченного материала, получаемого собственными силами из литников и редкого, но встречающегося брака.
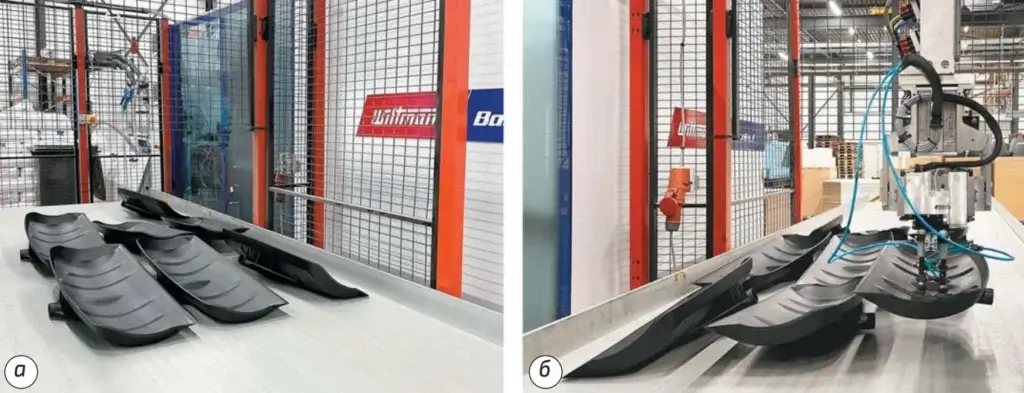
Что касается автоматизации процесса литья, то здесь компания Akroh уделяет особое внимание виду и компактному расположению робототехнических устройств. Так, было принято сознательное решение оснастить ТПА новую большую 2000-тонную машину линейным роботом WX173 компании Wittmann. В отличие от шестиосевого робота, который занимал бы дополнительную площадь рядом с машиной, этот линейный робот установлен непосредственно на ТПА над узлом смыкания и не занимает лишнего места (рис. 1, б). При этом, благодаря С-образной сервоприводной оси робота, можно гибко переключаться между съемом изделий на подвижной и крепежной плитах литьевой формы в зависимости от ее конструкции, если понадобится перейти на выпуск нового изделия.
«Изюминкой» процесса автоматизации литья является «умная» система-помощник HiQ Flow из линейки продуктов HiQ компании Wittmann, которая помогает в переработке не только вторичного, но и наполненного сырья. Программное обеспечение HiQ Flow определяет вязкость расплавленного пластика на этапе впрыска каждого цикла. Если происходит отклонение от заданного значения, ТПА автоматически компенсирует объем впрыска за один прием. В результате получаются на 100 % качественные изделия.
Рассмотрим более подробно работу HiQ Flow, принцип действия которой отличается от традиционных систем, основанных на использовании массы изделий в качестве контрольного параметра, а также датчиков давления внутри формы.
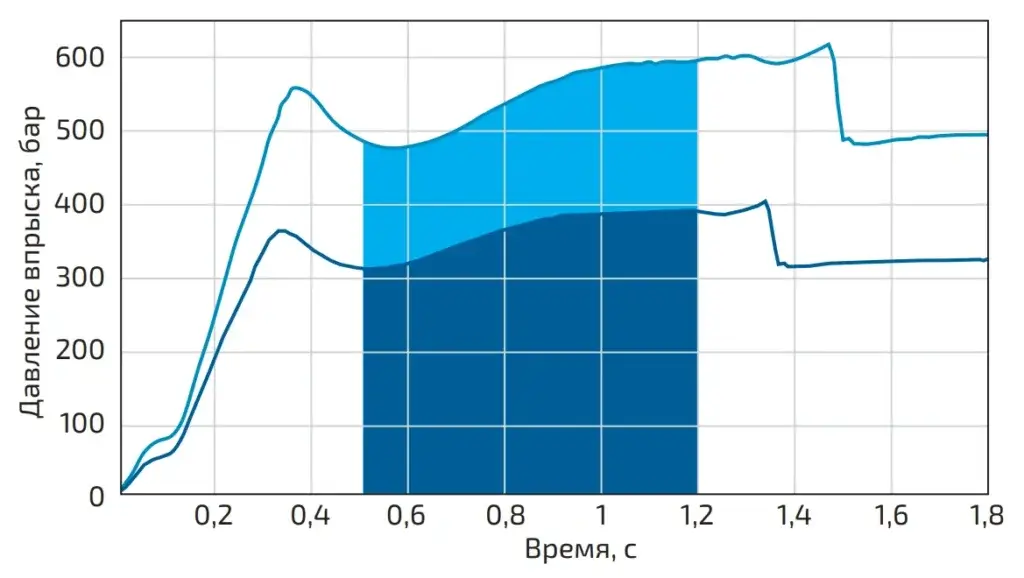
Как известно, низковязкие расплавы требуют меньшего давления для заполнения гнезда литьевой формы, чем высоковязкие. Если точка переключения на подпитку не скорректирована, следует ожидать увеличения массы изделия при уменьшении вязкости расплава. С помощью «умной» программной функции HiQ Flow обнаруженные колебания вязкости активно корректируются непосредственно в процессе того же самого цикла литья. Для этого на определенном участке кривой давления впрыска – путем ее интегрирования по времени – автоматически определяется работа впрыска, которая зависит от давления впрыска, площади поперечного сечения материального цилиндра и позиции (хода) впрыскивающего шнека. Выделенные на рис. 2 области соответствуют периоду, для которого рассчитывается работа впрыска. Затем, в зависимости от рассчитанной работы впрыска и на основе ее сравнения с данными эталонного впрыска, корректируются точка переключения, а также уровень давления подпитки. Причем все это происходит в течение миллисекунд в процессе текущего цикла литья.
В случае наполненного материала масса отливки не может использоваться в качестве контрольного параметра для оценки качества изделия. Причина этого в том, что колебания содержания наполнителя приводит к колебаниям физической плотности материала. Поэтому масса изделия зависит не только от степени заполнения оформляющего гнезда литьевой формы, но и от плотности материала. По этой причине в качестве определяющего или, иначе, эталонного показателя качества выбирается косвенный параметр – максимальное (пиковое) давление в гнезде формы. Требуемое значение этого давления напрямую связано с массой изделия и плотностью материала, от которых, в свою очередь, зависят конечные размеры отформованного изделия.
Для подтверждения эффективности действия HiQ Flow было протестировано литье трех партий стеклонаполненного ПА, у которого наблюдались заметные колебания вязкости расплава, обусловленные отклонениями содержания стекловолокна в различных партиях. Процедура смены партии была проведена дважды – без включенной и с включенной функцией HiQ Flow.
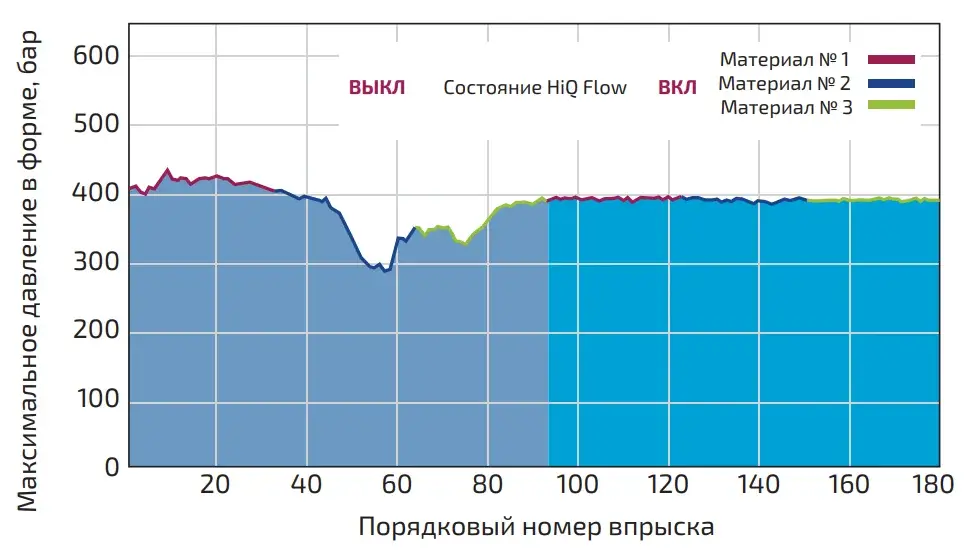
На рис. 3 показано максимальное давление в гнезде литьевой формы в зависимости от порядкового номера впрыска. Как видно, без настройки точки переключения с помощью функции HiQ Flow (левая часть рисунка) материалы № 1 и № 3 с некоторыми отклонениями показывают примерно одинаковое давление внутри гнезда, что соответствует одинаковому содержанию стекловолокна в этих материалах. Материалу № 2 соответствует более низкое давление, и процесс литья становится нестабильным. Как следствие, при впрыске этого материала в гнездо попадает меньше расплава, чем в случае материалов № 1 или № 3. И только при активировании функции HiQ Flow для всех трех материалов устанавливается одинаковое максимальное давление внутри формы (правая часть рисунка).
Таким образом, функция HiQ Flow сохраняет массу изделий постоянной в пределах допуска даже при смене перерабатываемого, в том числе вторичного и (или) наполненного материала. Она рассчитывает значения давления для точки переключения и последующей подпитки в процессе текущего впрыска. Это способствует повышению эффективности работы литьевой машины за счет сокращения необходимого для настройки рабочего времени и количества брака, а тем самым – повышению рентабельности производства.
Automation of Injection Moulding to Increase Its Reproducibility
S. Zinkgraf
One of the problems of plastics processing, in particular injection moulding, is the fluctuation of material properties from batch to batch, which ultimately negatively affects product quality. The problem is aggravated in cases of frequent changes in the type and batches of products, as well as in the processing of thermoplastics containing fibrous filler and (or) recycled material. The article describes how this problem is solved.
Опубликовано в журнале «Полимерные материалы» № 8 (315) 2025 г., с. 34-36.



