
Имеются шесть основных причин, по которым 3D-печать может стать предпочтительней литья под давлением или мехобработки на станках с ЧПУ. Рассмотрим их по порядку.
1. Время выполнения заказа
Независимо от того, разрабатывается ли новая продукция или модернизируется существующая, сокращение времени выполнения заказа означает ускорение выхода на рынок, а известную истину «время – деньги» никто не отменял. С этой точки зрения 3D-печать, в частности по технологии MJF (см. вставку в статью), которая требует всего лишь 3–7 рабочих дней для реализации заказа, существенно превосходит, например, такие известные технологии, как литье под давлением (4–8 нед.) или мехобработка на станках с ЧПУ (1–3 нед.). Кроме того, их недостатками в сравнении с 3D-печатью являются потребность в литьевой форме и ее достаточно высокая стоимость (от 3 до 50 тыс. евро и более в зависимости от сложности конструкции) в первом случае и малый коэффициент использования материала – во втором.
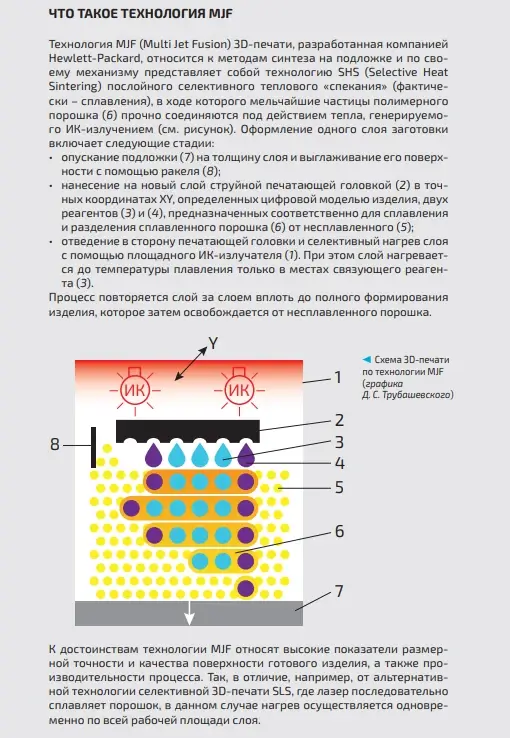
2. Свобода дизайна
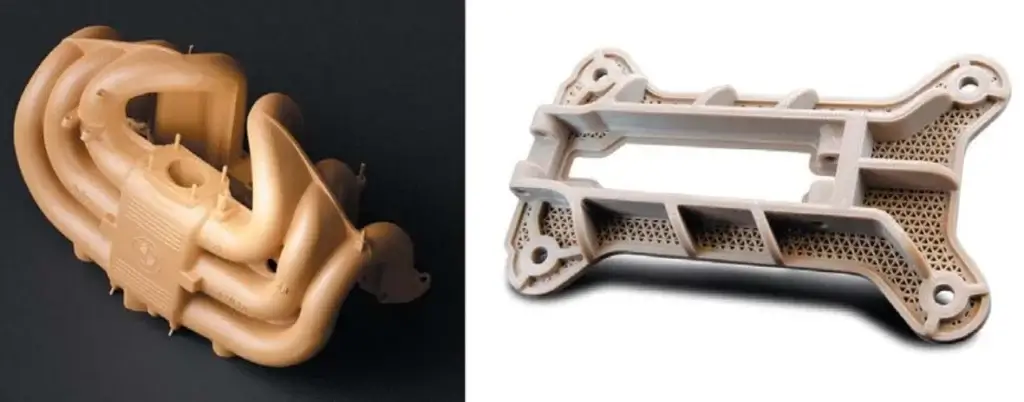
В отличие от литья под давлением и мехобработки 3D-печать практически не имеет ограничений, связанных со сложностью конструкции продукции, и становится предпочтительной, если не единственно возможной, когда речь идет об изделиях с поднутрениями, внутренними каналами или решетчатой конструкции, уменьшающей вес изделий (см. примеры подобных изделий на рис. 1 и титульном фото). Свобода дизайна при использовании 3D-печати позволяет конструкторам сосредоточиться прежде всего на функциональности проектируемой продукции, а уже потом на технологичности ее производства. Это преимущество становится особенно привлекательным в случае многокомпонентных изделий, когда их можно «малой кровью» изготовить за один цикл в отличие, например, от мехобработки с последующей сборкой деталей или от литья под давлением, которое потребовало бы сложной и, как следствие, дорогой литьевой формы. Тем самым снижаются трудоемкость производства продукции и ее себестоимость.
3. Интеграция дополнительных элементов в конструкцию изделия
Развитием предыдущего достоинства 3D-печати является возможность интеграции в конструкцию изделий за один цикл дополнительных элементов, таких как, например, гибкие шарниры (рис. 2, а) или элементы замковых соединений (рис. 2, б). По сравнению с литьем под давлением и особенно с мехобработкой это исключает затраты на последующие операции сборки изготовленных по отдельности компонентов изделий. Наиболее предпочтительными в таких случаях выглядят методы селективной печати с помощью лазерного (SLS) или ИК-излучения (MJF), когда заготовка как бы самоподдерживается в объеме полимерного порошка в процессе ее послойного формирования.

4. Оперативность изменения дизайна изделия
На практике зачастую требуется доработать конструкцию какого-либо нового изделия. В случае литья под давлением это связано с дополнительными денежными и временными (от 1 до 3 нед.) затратами на изменение конструкции формообразующих деталей литьевой формы, тогда как при 3D-печати необходимо всего лишь перепрограммировать соответствующий CAD-файл. Это позволяет быстрее и дешевле вывести новую продукцию на рынок. То же касается и модернизации выпускаемой продукции в целях ее обновления или индивидуализации. Ее примерами могут служить носимые устройства, корпуса медицинских аппаратов или электроприборов. Известны случаи, когда вместо нескольких месяцев серийного производства одного и того же изделия компании с учетом отзывов потребителей пересматривают и модернизируют конструкцию каждых 200–300 ед. продукции.
5. Производство по требованию
Еще одним преимуществом 3D-печати является то обстоятельство, что она устраняет традиционные производственные проблемы, связанные со складированием сырья, обеспечивая так называемое производство по требованию (On-Demand-Production), когда печатается только то, что действительно нужно здесь и сейчас. Считается, что литье под давлением становится по-настоящему экономически целесообразным только при объемах производства более 10 тыс. ед. продукции, что часто приводит к перепроизводству. В отличие от этого 3D-печать поддерживает распределенный выпуск изделий «точно в срок» (Just-in-Time).
6. Доступность высококачественных полимерных материалов для 3D-печати
Технология 3D-печати термопластичными полимерными материалами уже давно перешла начальный этап своего развития и в настоящее время поддерживается широким спектром высококачественных, пригодных для серийного производства продукции полимерных материалов, примеры которых приведены в табл. 1. В свою очередь, данные, приведенные в табл. 2–5, должны помочь производителям определиться с выбором одной из альтернативных технологий производства изделий из полимерных материалов (см. табл. 2 и 3), а в случае выбора 3D-печати – ее конкретной технологии (см. табл. 4 и 5).
Таблица 1. Сравнительная характеристика некоторых термопластичных материалов, используемых для 3D-печати, и области применения напечатанных из них изделий
| Материал | Технология 3D-печати | Ключевые особенности изделий | Типичные области применения |
| PA12 | SLS, MJF | Высокие прочность, долговечность и стабильностью формы и размеров | Корпуса, шестерни, кронштейны |
| ТПУ (например, Ultrasint) | SLS, MJF, FDM | Гибкость, износостойкость, мягкая на ощупь поверхностью | Статические и динамические уплотнения, лямки |
| ПЭИ (например, ULTEM 1010) | FDM | Высокие термостойкость и огнестойкость (UL 94 В-0), | Воздуховоды в аэрокосмической отрасли, корпуса электроприборов |
| ПЭЭК | FDM | Высокие прочность, химическая и термостойкость | Медицинские имплантаты, теплостойкие инструменты |
| ПА, усиленный углеродными волокнами | FDM, SLS | Высокие удельные упруго-прочностные свойства | Изделия конструкционного назначения (элементы дронов, гоночных автомобилей и п.) |
| Фотополимеры | SLA, DLP, PolyJet | Гладкость поверхности, прозрачность, высокая ударная прочность, внешняя привлекательность | Изделия косметического назначения, небольшие разъемы |
Таблица 2. Сравнительная характеристика технологий производства изделий
| Фактор | 3D-печать | Литье под давлением | Мехобработка |
| Время выполнения заказа | 3–7 дней | 4–8 нед. | 7–15 дней |
| Формообразующая оснастке | Не требуется | Требуется | Не требуется |
| Свобода дизайна | Высокая | Низкая | Средняя |
| Себестоимость продукции* | Низкая | Высокая | Средняя |
| Сложность и стоимость доработки конструкции изделия | Низкие | Высокие** | Средние |
| Минимальный рентабельный размер партии, шт. | 1 | 500–1000 | 5–10 |
| Возможность интеграции дополнительных элементов в изделие | Высокая | Средняя | Низкая |
* При размере партии менее 1 тыс. шт.
** Связано с необходимостью доработки литьевой формы.
Таблица 3. Рекомендации по выбору технологии производства изделий
| Технология | Рекомендации |
| 3D-печать | Выбирается, если нужно быстро изготовить небольшие или средние размеры партий с гибкостью дизайна, особенно на заказ |
| Литье под давлением | Выбирается, если необходимо большое количество идентичных изделий с минимальной себестоимостью |
| Мехобработка | Выбирается, если нужны изделия сравнительно простой конфигурации, но с высокой размерной точностью |
Таблица 4. Сравнительная характеристика некоторых технологий 3D-печати
| Технология | Максимальные размеры заготовки | Скорость печати | Рекомендуемый размер серии, шт. | Качество изделия | Себестоимость |
| MJF (HP) | 380×284×380 | Высокая | 100–1000 | Очень высокое | Средняя |
| SLS | 340×340×605 | Средняя | 50–1000 | Высокое | Средняя |
| FDM | 900×600×900 | Высокая | 1–100 | Среднее | Низкая |
| SLA | 736×635×533 | Средняя | 1–100 | Отличное | От средней до высокой |
| Polyjet | 490×391×200 | Средняя | 1–50 | Отличное | Высокая |
Таблица 5. Принцип некоторых технологий 3D-печати термопластом и рекомендации по их выбору
| Технология | Принцип | Рекомендации |
| MJF (Multi Jet Fusion) | Разновидность технологии PBF (синтез на подложке), основанная на селективном спекании под действием ИК-излучения (Selective Heat Sintering) | Выбирается, если нужно быстро изготовить небольшое или среднее количество функциональных изделий с хорошими механическими свойствами |
| SLS (Selective Laser Sintering) | Разновидность технологии PBF (синтез на подложке), основанная на селективном спекании под действием лазерного излучения | Выбирается, если нужно изготовить без опорной платформы прочные изотропные изделия сложной геометрической формы |
| FDM (Fused Deposition Modeling) | Послойное экструзионное наплавление материала | Выбирается, если требуется изготовить с минимальными затратами технологическую оснастку, приспособления или другие изделия промышленного назначения |
| SLA (Stereolithography) | Фотополимеризация в ванне, иначе – стереолитография | Выбирается, если требуются высокие размерная точность и качество поверхности изделий, например косметического или вип-назначения |
| Polyjet | Струйное нанесение материала | Выбирается, если необходимо изготовить небольшую партию многокомпонентных изделий с мягкой на ощупь поверхностью, цветных или прозрачных |
Заключение
Завершая данную статью, следует заметить, что 3D-печать вовсе не предназначена для обязательной замены литья под давлением или мехобработки на станках с ЧПУ – напротив, она дополняет их. Так, для партий от одной до тысячи изделий, особенно сложной конструкции, 3D-печать обеспечивает беспрецедентные производительность, гибкость и экономичность.
3D Printing, Injection Moulding or Machining: What to Choose
N. Mroncz, M. Bouriaud
It is believed that one of the disadvantages of 3D printing in comparison with alternative technologies for processing polymer materials is its limited mass production capabilities. However, as practice shows, this is not the case. In the case of small and medium-sized batches, especially when process flexibility and customizability are important, as well as product design freedom, 3D printing may well successfully replace traditional processes such as injection molding or machining on CNC machines. This article provides information to the manufacturer in order to understand whether 3D printing is suitable for the specific tasks of his company in terms of design flexibility, order completion time and cost-effectiveness.
Опубликовано в журнале «Полимерные материалы» № 9 (316) 2025 г., с. 36-40.




