

Продукция, которую производит Plasnova, встречает посетителей сразу по прибытии на завод: дорожка от парковки до входа проходит через сад, похожий на парк с пышно разросшимися растениями.
«Это наш испытательный полигон, своего рода лаборатория под открытым небом для практического опробования наших разработок»
поясняет г-н Эдер (Eder), владелец и генеральный директор Plasnova.
И действительно, при внимательном рассмотрении можно увидеть пластиковые разбрызгиватели и водопроводные трубы, проложенные между деревьями и кустарниками (рис. 1).

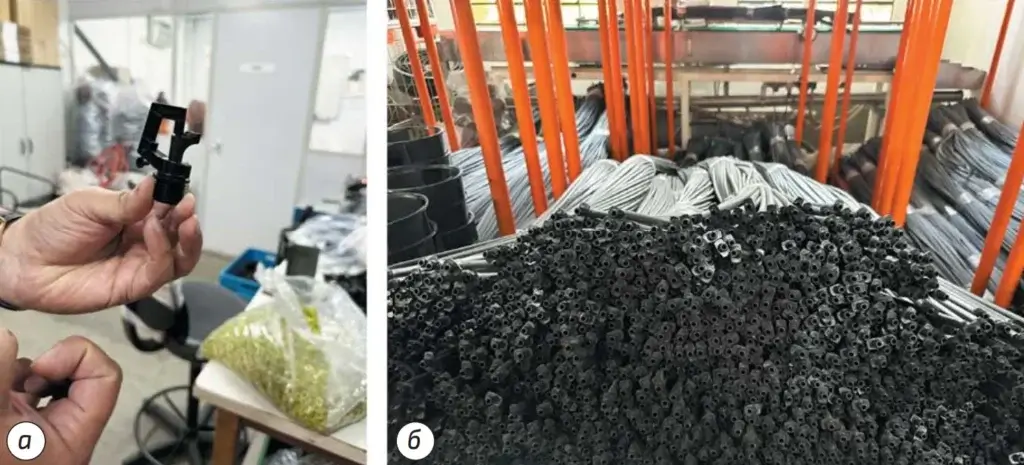
Plasnova специализируется на производстве систем орошения для садоводства и сельского хозяйства. Будь то трубопроводы или шланги, распределительные системы, соединительные элементы, муфты, клапаны или разбрызгиватели – вся эта продукция изготавливается собственными силами (рис. 2). С момента своего основания почти 25 лет назад компания постоянно развивалась и к настоящему времени приобрела обширный опыт в области экструзии и литья под давлением не только указанных изделий из пластмасс, но и многих других, включая мононити для 3D-печати (рис. 3), аксессуары для рыболовства, канюли для химической и фармацевтической промышленности и дозирующие колпачки для банок со смазочными материалами.

С расширением ассортимента видов выпускаемой продукции расширяется и спектр полимерных материалов, которые перерабатываются на заводе. Наряду со стандартными материалами, такими как ПЭ или АБС-пластик, в настоящее время используются более сложные в переработке пластики, в некоторых случаях с высоким содержанием стекловолокна и вторичного сырья.
Задачи ежедневной переработки разнообразных, в том числе многокомпонентных, полимерных материалов и их быстрой смены помогли решить инвестиции в большой гравиметрический дозатор из серии Gravimax от компании Wittmann, который дозирует и смешивает до шести материалов (рис. 4). «Gravimax позволяет нам поддерживать неизменно высокое качество экструзионной продукции при меньших затратах на рабочую силу и, соответственно, более высокой марже, – говорит г-н Эдер. – Ведь ирригационная отрасль является высококонкурентным рынком». Кроме того, очень маленькие размеры экструзионных головок и формующих каналов требует высокоточного дозирования для достижения требуемых характеристик продукта. Во многих случаях до этого отдельные компоненты взвешивались и смешивались вручную, что было сопряжено с ошибками и, как следствие, потерями материала и времени.

Уже стала устоявшейся тенденция современного производства, которая заключается в том, что наряду с основным материалом, суперконцентратами и добавками все чаще используется «вторичка».
«В некоторые трубопроводы мы уже добавляем до 70 % рециклята, который получаем главным образом из брака и литников, измельчая их на месте»
говорит Эдер.
Во многих традиционных дозаторах используются алгоритмы дозирования по времени, которые ограничивают эффективное использование материала: либо подобные системы дозируют слишком много материала, либо оператор сознательно назначает некоторый его избыток, чтобы избежать системного недодозирования, что опять же приводит к увеличению расхода материала. Даже если речь идет о небольших потерях, это является существенным фактором затрат при переработке дорогостоящих материалов, тогда как Gravimax позволяет установить точный минимальный предельный вес дозируемого компонента и смеси в целом. Практика показывает, что во многих случаях применения Gravimax окупается всего за несколько месяцев.
Для достижения высокоточного, стабильного и при этом быстрого смешивания каждой партии и в то же время быстрой подачи материала в Gravimax используется разработанная компанией Wittmann технология RTLS (Real Time Live Scale), сочетающая грубую и тонкую настройку дозатора. На первом этапе осуществляется очень быстрый набор дозируемого компонента в течение минимально возможного времени, а на втором дозирующая система переключается на контролируемое тонкое додозирование до тех пор, пока не будет достигнут точный целевой вес. Поскольку все клапаны Gravimax изготовлены из нержавеющей стали, устройство обеспечивает длительный срок службы даже при дозировании материалов, армированных стекловолокном.
После успешного применения Gravimax в области экструзии было решено использовать этот дозатор и в цехе литья.
«То, что хорошо зарекомендовало себя в экструзии, мы применяем и для литьевого производства»
поясняет Эдер свою стратегию.
То же справедливо и для другого периферийного оборудования, в частности сушилок. Так, долгое время каждый ТПА имел собственную сушилку Drymax, а в последние годы процесс сушки был оптимизирован путем разработки и монтажа централизованной системы сушки и подачи материалов на ТПА (рис. 5). «Теперь у нас есть сушилка для каждого материала, и потому мы можем намного быстрее и проще переключаться с одного материала на другой, – говорит Эдер. – Это, конечно, потребовало больших инвестиций, которые, впрочем, сравнительно быстро окупились с учетом широкой номенклатуры нашей продукции».

Парк ТПА на заводе Plasnova насчитывает 16 машин, в том числе несколько старых, но безотказных ТПА марки Battenfeld, которая, как известно, с 2008 г. входит в Wittmann Group. Они и по сей день надежно несут свою службу. Самыми молодыми являются сервогидравлические SmartPower и полностью электрические EcoPower от Wittmann Battenfeld. При этом самый большой ТПА с усилием смыкания 200 т используется для производства арматуры и фильтров.
То, что комплексное периферийное и перерабатывающее оборудование, а также системы автоматизации на заводе Plasnova, были приобретены и продолжают приобретаться от одной и той же Wittmann Group, означает более высокую эффективность как при модернизации существующего и проектировании нового производства, так и при послепродажном обслуживании (рис. 6). «Ответственность при этом полностью лежит на команде Wittmann, – подчеркивает Эдер. – Ее технические специалисты WITTMANN знают наше оборудование так же хорошо, как и мы сами, и в случае необходимости очень быстро прибудут на место. Это очень важно для нас. Экструзионную линию нельзя просто так остановить, если дело в периферийном оборудовании, оно всегда должно работать».

«Plasnova и Wittmann Battenfeld do Brasil сотрудничают уже более 20 лет. Отсюда, собственно, и родилась дружба, поддерживаемая регулярными встречами за ланчем, – рассказывает Эдер. – Речь идет в основном о наших текущих проектах, но зачастую и о будущих». Как-то на общем обеде обсуждалась тема монтажа собственной локальной сети постоянного тока для прямого использования в литьевом оборудовании фотоэлектрической энергии без потерь на ее преобразование в электроэнергию переменного тока. Wittmann, как известно, вместе со своим партнером Inesco является пионером в области постоянного тока в мире литьевого производства (см. справку. – Прим. ред.).

Справка
Впервые ТПА с питанием от постоянного тока был представлен компанией Wittmann Battenfeld на выставке K-2022 в Дюссельдорфе. Это был EcoPower 180/750+, на котором в 24-гнездной форме производились детали из огнестойкого полиамида DC. Они извлекались из формы с помощью модернизированного робота WX142, который запитывается непосредственно от промежуточной цепи постоянного тока EcoPower и передает избыточную энергию обратно в ту же цепь в перерывах между перемещениями осей. Такое инновационное решение «убивает двух зайцев»: во-первых, позволяет снизить затраты на электроэнергию, а во-вторых, постоянный ток, аккумулируясь в обычных батареях, компенсирует пики потребляемой энергии. Возобновляемым источником энергии могут быть солнечные батареи и ветроэнергетические установки (ВЭУ). При необходимости такой ТПА можно всегда переключить на режим питания от переменного тока.
«Эта идея сразу же нас убедила, – говорит Эдер. – И дело не только в устранении потерь при преобразовании электроэнергии. Для нас очень важно, чтобы мы стали в некоторой степени независимыми от электросети здесь, в Сан-Паулу, чтобы работать без перебоев в подаче электроэнергии». Как результат, гендиректор Plasnova заказал первый ТПА постоянного тока для своего завода, войдя тем самым в историю литьевого производства Бразилии.
The Choice of Peripheral Equipment, Taking into Account the Specifics of Production
G. Hopf
At the Plasnova plant (Louveira, Brazil), extrusion and injection molding of plastic products are combined under one roof. The issues of choosing the appropriate peripheral equipment are discussed, taking into account the fleet of injection molding machines or extrusion lines, the production program and product range, the type of materials, etc.
Опубликовано в журнале «Полимерные материалы» № 1 (320) 2026 г., с. 30-33.





