
За годы, прошедшие после вступления во Всемирную торговую организацию (ВТО) в 2001 г., Китай быстро стал крупнейшей в мире страной по объему производства. Значительная часть этих производственных мощностей сосредоточена в регионе дельты Жемчужной реки – группе из девяти городов в южной провинции Гуандун, включая Шэньчжэнь. В 2020 г. на долю этого региона приходилась примерно треть торгового оборота Китая.
Благодаря этому быстрому росту многие небольшие мастерские превратились в международные компании. Так, основанная в 2005 г. в г. Шэньчжэне компания Multiplus начинала как мастерская по микролитью и быстро превратилась в поставщика решений, охватывающих весь производственный цикл литья под давлением – от проектирования до изготовления изделий из пластмасс, как крупногабаритных, так и мелких, как одно-, так и многокомпонентных и многоцветных. Сегодня Multiplus предоставляет услуги более чем 250 клиентам, в том числе некоторым компаниям из списка Fortune 500, опираясь при этом на свой парк оборудования, основу которого составляют термопластавтоматы (ТПА) Babyplast.
Между тем все чаще заказчикам требуется продукция мелкосерийного производства, которое традиционно является трудоемким и дорогостоящим прежде всего из-за сложности изготовления литьевой оснастки, включающей ФОД из конструкционных сталей с высокой твердостью, и высоких затрат на ее амортизацию.
Растущий спрос на мелкосерийное производство
В большинстве случаев формы, используемые для литья под давлением, изготавливаются из таких металлов, как сталь или алюминий. Но когда речь заходит о мелкосерийном производстве, металлические формы могут потребовать значительных затрат, поскольку, как было упомянуто, их изготовление является дорогостоящим и трудоемким.
«Несмотря на то, что это лишь небольшая часть того, что мы сейчас производим, запросы на мелкосерийное производство становятся все более частыми. Некоторым клиентам требуется проверить дизайн и функциональность будущей серийной продукции, но все больше заказов становится на изделия конечного пользования. Это имеет смысл, потому что все больше и больше компаний хотят протестировать не только прототипы изделий, но и рынок»
говорит Кевин Ли (Kevin Li), генеральный директор Multiplus.
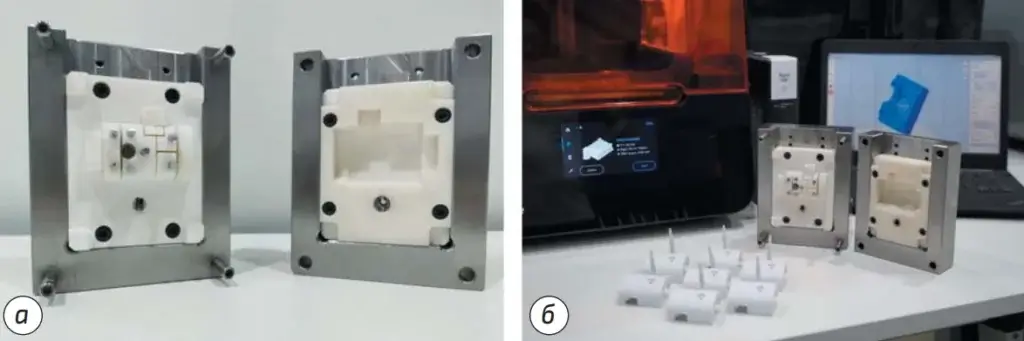
Несколько лет назад компания Multiplus внедрила 3D-печать на своем производстве и с тех пор приобрела несколько 3D-принтеров компании Formlabs, в основном для печати прототипов изделий. Но поскольку спрос на мелкосерийное производство начал расти, компания попыталась найти экономически эффективный способ изготовления более дешевых пластиковых форм для небольших заказов, используя аддитивные технологии. Изготовление малогабаритных литьевых форм с помощью 3D-принтеров сокращает расходы, трудозатраты и время по сравнению с производством стальных или алюминиевых форм, и их можно легко использовать на промышленных ТПА Babyplast, которые составляют значительную часть парка оборудования Multiplus (рис. 1).

Выбор пластика для 3D-печати ФОД и его испытания
Ключевое значение для поставленных целей имел выбор полимерного материала, который без ущерба для своих свойств и свойств формуемых изделий мог бы в течение определенного времени выдерживать многократное термомеханическое воздействие режима литья под давлением. В конечном счете из всех материалов, протестированных компанией Multiplus, в качестве оптимального был выбран стеклонаполненный пластик Rigid 10K той же Formlabs, обладающий высокими показателями прочности, жесткости и теплостойкости, необходимыми для формообразующих деталей (ФОД) литьевых форм (табл. 1). Кроме того, эти ФОД, напечатанные из Rigid 10K на 3D-принтере Form 3 SLA методом лазерной стереолитографии (SLA), имели гладкую матовую поверхность, что обеспечивало соответственно и высокое качество поверхности литьевых изделий (рис. 2). Следует заметить, что в Formlabs рекомендуют использовать этот пластик для 3D-печати не только ФОД, но и изделий различного назначения.
Таблица 1. Показатели некоторых физико-механических свойств образцов пластика Rigid 10K, напечатанных по технологии SLA* (источник: Formlabs)
| Показатель | Значение |
| Прочность при растяжении, МПа | 88 |
| Удлинение при разрыве, % | 1,7 |
| Модуль упругости при растяжении, ГПа | 11,0 |
| Модуль упругости при изгибе, ГПа | 9,9 |
| Ударная вязкость по Изоду, Дж/м | 20 |
| Деформационная теплостойкость (HDT) при нагрузке 0,45 MПa °C | 238 |
| Коэффициент линейного теплового расширения при температуре 0–150, 1/°C, | 41×10–6 |
Примечания. 1. Толщина слоя при печати – 100 мкм. 2. Режим постобработки – 60 мин при 70 °C. 3. Авторы не раскрывают состав Rigid 10K, но, судя по приведенным в таблице данным, речь идет об отверждающейся композиции на основе термореактивного связующего. – Прим. ред.
Затем в компании Multiplus было протестировано литье под давлением изделий из АБС-пластика, ПП, смеси ПК+АБС и ПК (табл. 2). Контрольными изделиями служили корпуса электроприборов, отливаемые в ФОД, напечатанных из пластика Rigid 10K (рис. 3).
Таблица 2. Параметры литья под давлением некоторых термопластов в форме с ФОД, изготовленной из пластика Rigid 10K (источник: Multiplus)
| Параметр | ПП | АБС | ПК+АБС | ПК |
| Температура литья, ℃ | 180 | 220 | 240 | 260 |
| Объем впрыска, см3 | 36 | 39 | 37 | 40 |
| Давление впрыска, бар | 60 | 95 | 95 | 110 |
| Время охлаждения под давлением, с | 80 | 60 | 50 | 90 |
| Давление при охлаждении, бар | 35 | 30 | 25 | 80 |
| Количество впрысков | 100+ | 60+ | 60+ | 4 |
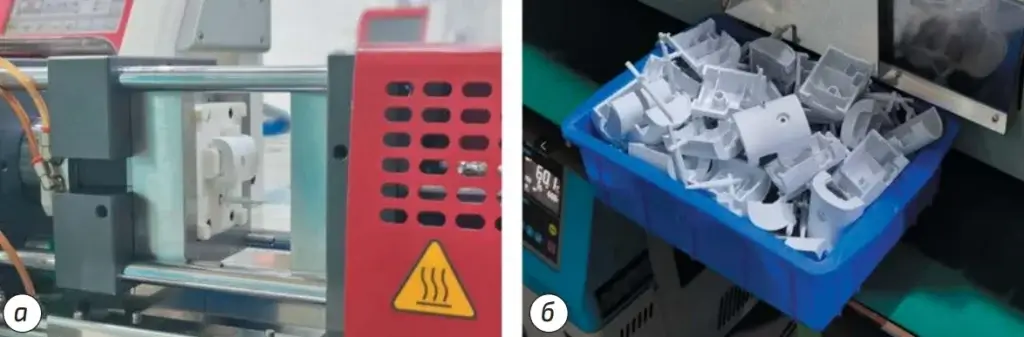
В результате этих испытаний было установлено, что легче всех поддается переработке ПП, впрыскиваемый в форму при температуре 180 °C. При этом контрольные изделия были высокого качества и с гладкой поверхностью, а ФОД выдержали 100 впрысков, оставаясь по-прежнему в хорошем состоянии. Несколько меньшее количество впрысков выдержали ФОД при литье изделий из АБС-пластика и смеси ПК/АБС, что объясняется более «суровыми» режимами их литья по сравнению с ПП. Литье же ПК ограничилось всего 4 впрысками, после чего ФОД растрескалась и пришла в негодность, что вполне объяснимо: температура литья ПК (см. табл. 2) существенно превышает температуру деформационной теплостойкости Rigid 10K, да и давление впрыска и охлаждения отливки довольно высоки (см. табл. 1). Так что в подобных случаях следует выбирать более теплостойкий пластик для ФОД.
Заключение
Имея в своем распоряжении ТПА Babyplast и несколько 3D-принтеров, компания Multiplus может теперь изготовить сотни изделий всего за 3 дня, что значительно меньше, чем 3–4 недели, необходимые для выполнения аналогичного заказа с помощью металлической формы, произведенной на станке с ЧПУ. Такому сокращению сроков способствует и тот факт, что 3D-принтеры и ТПА находятся буквально в нескольких шагах друг от друга (см. рис. 1). При этом Multiplus ограничивает использование литьевой формы с напечатанными пластиковыми ФОД примерно сотней изделий и печатает новые ФОД в случае большей программы выпуска, что не представляет особых затрат времени и средств.
В итоге, благодаря интеграции 3D-печати в литьевое производство, компания Multiplus смогла расширить свой бизнес, создать больше рабочих мест и стать более конкурентоспособной, одновременно снижая затраты, сокращая сроки выполнения работ и помогая своим клиентам быстрее выводить на рынок более качественную продукцию.
A Successful Tandem of 3D Printing and Injection Moulding
The technical and economic advantages of using printed moulds for the injection moulding of small series of products made of polymer materials are discussed.
Опубликовано в журнале «Полимерные материалы» № 6 (325) 2026 г., с. 10-12.




