
Фото: Messe Duesseldorf
Введение.
1. Engel.
Введение
Практически каждый экспонент K-2025 в своих пресс-материалах, на основе которых подготовлен данный обзор, заявлял о приверженности в своих разработках главным темам выставки – экологичности, «уму» и ответственности, заявленным организаторами в ее девизе: The Power of Plastics! Green, Smart, Responsible. Это помимо собственного лозунга, с которым каждая компания выходила на K Show. Как можно будет увидеть из данного обзора, в аспекте литьевых технологий за этими громкими словами стояли более конкретные решения и тенденции:
- цифровизация, выражающаяся во все более широком использовании «умных» систем-помощников, подкрепленных в ряде случаев искусственным интеллектом;
- дальнейшее повышение производительности литья, в первую очередь за счет перехода на полностью электрические термопластавтоматы (ТПА). Например, компания Sumitomo (Shi) Demag экспонировала только электрическое литьевое оборудование;
- уменьшение высоты и установочной площади как ТПА, так и производственных ячеек на их основе в целях экономии полезного заводского пространства;
- использование в качестве сырья смесей первичного и вторичного полимеров или даже 100%-ного рециклята;
- сбережение ресурсов – как сырьевых, так и энергетических. В первом случае это достигается, например, за счет освоения производства вспененных или все более тонкостенных изделий, во втором – благодаря рекуперации энергии движения соответствующих узлов термопластавтоматов (ТПА) и (или) работе приводов по потребности.
Наряду с насыщением систем управления ТПА новыми функциями сохраняется тенденция упрощения работы с интерфейсом даже неквалифицированным персоналом, что вызвано, очевидно, проблемой дефицита кадров.
Наконец, практически ни одна разработка не выполняется машиностроительной компанией, что называется, в одиночку, даже если компания позиционирует себя поставщиком «из одних рук». Как минимум, необходимы партнеры по сырью, литьевой форме и периферийному оборудованию, которое, впрочем, не требуется тем редким компаниям, которые сами его производят, как, например, Wittmann Group. А как максимум… Например, для одной из разработок компании Arburg, как производителю ТПА и «идейному вдохновителю» проекта, потребовалось сотрудничество с 17 (!) партнерскими фирмами.
И еще. Ведущими компаниями были представлены на выставке в основном индивидуализированные экспонаты, иллюстрирующие показатели эффективности, что называется, на пределе современных конструкторско-технологических возможностей. Вместе с тем большинство таких компаний не забывает и о так называемых бюджетных ТПА, предназначенных для стандартного литья, чтобы заинтересовать более широкий круг клиентов.
1. Engel
Целью австрийской группы компаний Engel на выставке K-2025 было продемонстрировать то, как можно объединить технологические инновации, цифровой интеллект и устойчивое развитие для повышения эффективности, точности и гибкости литья под давлением на примере изделий для автомобильной, медицинской, технической и упаковочной отраслей. Так, сразу две технологии литья Engel – foilmelt и clearmelt – были объединены в полностью автоматизированной производственной ячейке на базе двухплитного ТПА duo 700 с вертикальной поворотной плитой и усилием смыкания 7000 кН, где за один цикл изготавливались декорированные модули задних фонарей автомобиля с размерами около 600´240 мм (рис. 1).
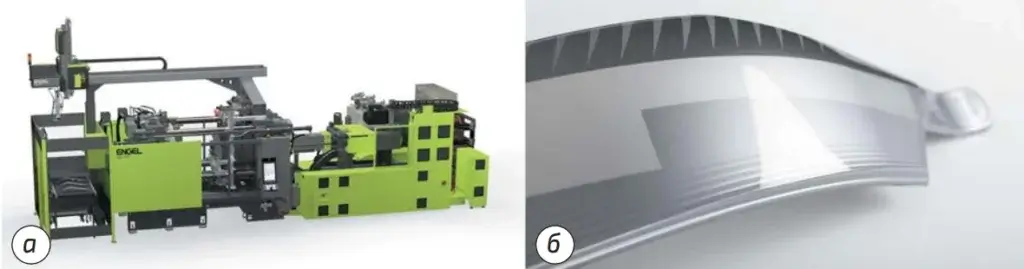
Сначала по технологии foilmelt (разновидность технологии IMD – декорироования в форме) в форме размещается декоративная пленка с рисунком, на которую как на подложку осуществляется впрыск основного полимера – ПММА. Затем, после поворота стола в новую позицию, на обратную сторону декорированной заготовки по технологии clearmelt наносится тонкий слой прозрачного износостойкого покрытия из двухкомпонентного ПУ, благодаря которому нет необходимости в нанесении на изделие какого-либо другого защитного покрытия. Съем и укладку готовых изделий выполняет линейный робот Viper 40. В работе, помимо Engel, приняли участие партнерские компании – Leonhard Kurz (поставщик декоративной пленки и устройства для ее сматывания), Röhm (производитель ПММА марки Plexiglas 8N), Votteler (поставщик ПУ) и Cannon (система подготовки и нанесения ПУ-покрытия). На стенде Leonhard Kurz была также продемонстрирована возможность придания фаре дополнительных функций путем приклеивания к ней с внутренней стороны пленки со светодиодными элементами.
Литье прецизионных герметичных уплотнений из LSR на чувствительные газодиффузионные пленки GDL, предназначенные для топливных элементов автомобиля, было продемонстрировано в компактной, полностью автоматизированной производственной ячейке на базе вертикального ТПА insert 150 с усилием смыкания 1500 кН со встроенным многопозиционным поворотным столом (рис. 2). Размещение пленки и последующий съем готовых изделий осуществляет шестиосевой коленно-рычажный робот Engel easix. Сравнительно небольшое время цикла (50 с) объясняется полной автоматизацией всех стадий литья, а также параллельным выполнением некоторых из них на позициях поворотного стола. Так, на первой стадии литья easix извлекает пленки GDL из системы подачи и точно размещает их на передней станции поворотного стола. Процесс впрыска LSR происходит на задней станции после поворота стола. Одновременно готовые изделия снимаются с передней стороны и устанавливаются новые пленки. Затем система встроенного видеоконтроля отслеживает равномерность распределения толщины уплотнения LSR по периметру пленки, которая во многом определяется высокой параллельностью крепежных плит. Ячейка отличается минимальной занимаемой площадью. Это обусловлено, в частности, тем, что электрошкаф интегрирован непосредственно в корпус ТПА insert 150.

LSR марки Elastosil LR 3003/30 был предоставлен компанией Wacker, форма и система Maximix 3G Pro дозирования компонентов LSR – компанией ACH. Точность дозирования объема впрыска и, соответственно, массы готового уплотнения (в данном случае 16,8 г) обеспечивается не только системой дозирования, но и «умной» программой-помощником iQ weight control, отслеживающей цикл за циклом литья вязкость расплава и управляющей точкой переключения на подпитку.
Еще одно изделие автомобильного назначения представляло собой вспененную по технологии MuCell облицовку центральной стойки массой 290 г, изготовленную в форме производства Simoldes из ПП с минеральным наполнителем (производитель – Sabic). Литье с временем цикла всего 50 с проводилось на оснащенном линейным роботом Viper 20 двухплитном ТПА t-win 6500 производства компании WINTEC, входящей в Engel Group (рис. 3). Благодаря вспененной структуре изделие имеет меньшую себестоимость за счет снижения массы и, соответственно, экономии материала при высоком качестве видимой поверхности.
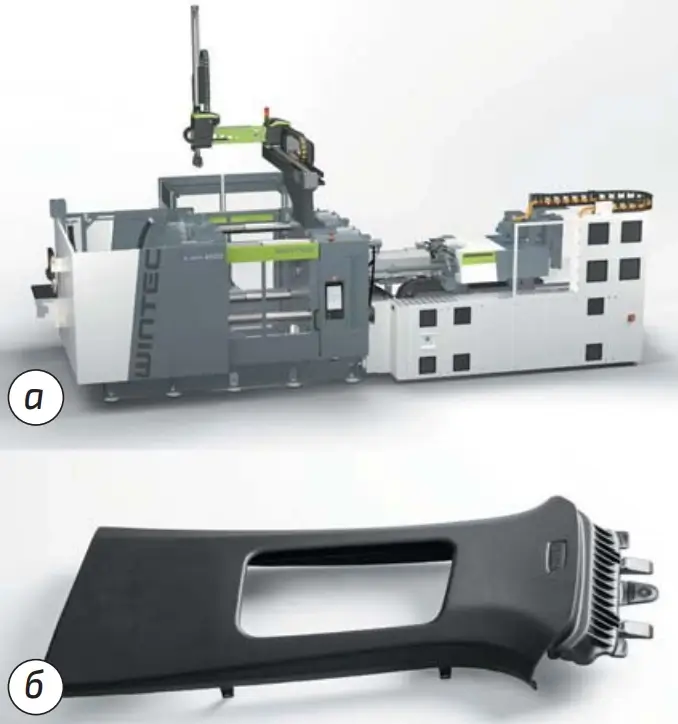
Процесс литья поддерживают «умные» цифровые системы-помощники iQ process observer, iQ weight control и iQ hold control. Первая контролирует практически все параметры литья, последняя автоматически оптимизирует время и профиль давления подпитки, оптимизируя заполнение формы и минимизируя усадку отливки. Результатом являются точные размеры изделий, улучшенное качество поверхности и сокращение брака – в данном случае на 85 %. Следует добавить, что Engel позиционирует ТПА Wintec как проверенное литьевое оборудование, предназначенное главным образом для стандартного, оптимизированного по стоимости литья, но отвечающее высоким требованиям к точности, эффективности и цифровизации. Собственные же ТПА ENGEL ориентированы в первую очередь на клиентов с высоким спросом на инновации и индивидуализацию.
Велосипед, конечно, – не автомобиль, но тоже транспортное средство. Речь в данном случае идет о новом типе полого облегченного велосипедного руля, изготавливаемого из стеклонаполненного ПА (производитель – Domo Chemicals) на бесколонном ТПА Victory 180 с усилием смыкания 1800 кН по газоинжекционной технологии литья Fluidmelt с одновременным армированием лентами из однонаправленного углепластика с использованием технологии organomelt (рис. 4). Это инновационное сочетание технологий обеспечивает за короткое время цикла – всего одну минуту – высокие упруго-прочностные характеристики изделия при его меньшей на 15 % массе по сравнению с алюминиевым аналогом, требующим, помимо этого, трудоемкого и многостадийного производства в течение многократно большего времени. Процесс полностью автоматизирован с помощью коленно-рычажного робота easix, который размещает в форме резьбовые закладные элементы, однонаправленные препреги и извлекает готовые изделия. Следует добавить, что руль уже сертифицирован, соответствует всем стандартам ISO и будет запущен в серийное производство в 2026 г. на заводе компании Canyon.

Для медицинского сектора компанией Engel была представлена автоматизированная производственная ячейка на базе полностью электрического и отвечающего требованиям литья в условиях чистого помещения двухкомпонентного ТПА e-motion 260 combi M (усилие смыкания – 2800 кН) с двумя узлами впрыска и средней плитой, (рис. 5, а). Объектом производства служили планшеты с 24 лунками для культивирования клеток и соответствующие крышки из ПС, изготавливаемые одновременно в этажной (4+4)-гнездной форме фирмы Hack за один цикл (рис. 5, б). Робот с боковым входом в форму извлекал, собирал и упаковывал готовые изделия. Масса впрыска для планшетов составляет 42,6 г, для крышек – 13,2 г. Этажная конструкция формы, а также тот факт, что оба узла впрыска работают параллельно, а не последовательно, способствуют сокращению времени цикла вплоть до 11 с.
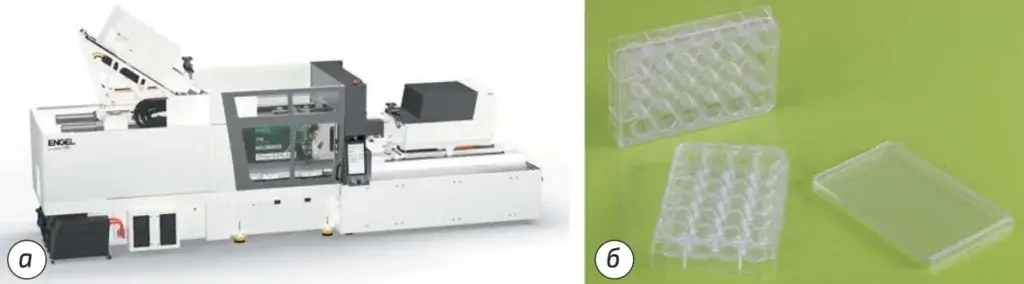
Дополнительный узел впрыска расположен под углом, что приближает сопло ТПА к горячеканальной системе и, соответственно, сокращает длину горячих каналов. Безлитниковый впрыск с использованием игольчатых запорных клапанов снижает расход материала и предотвращает образование следов спая и линий течения. Наконец, оптимизированная компоновка производственной ячейки позволила уменьшить занимаемую ею площадь на 40 %, что особенно важно для эксплуатации в дорогостоящих чистых помещениях.
Особого внимания заслуживает решение для валидации, разработанное ENGEL совместно с Hack и позволяющее структурированно и в цифровом виде отображать все этапы валидации – от квалификации дизайна изделий (DQ: Design Qualification) до квалификации его эксплуатационных характеристик (PQ: Performance Qualification). Интегрированные в ТПА и форму датчики, а также отдельные «умные» продукты семейства Engel iQ и стандартизированные модули документирования значительно сокращают время и трудозатраты на этап валидации.
Одним из главных событий на стенде Engel стала мировая премьера нового поколения электрических бесколонных ТПА victory на примере victory electric 220 с усилием смыкания 2200 кН, на котором с временем цикла всего 23 с отливались детали технического назначения – пластиковые фитинги (рис. 6, а). Производственная ячейка была оснащена двумя коленно-рычажными роботами easix.
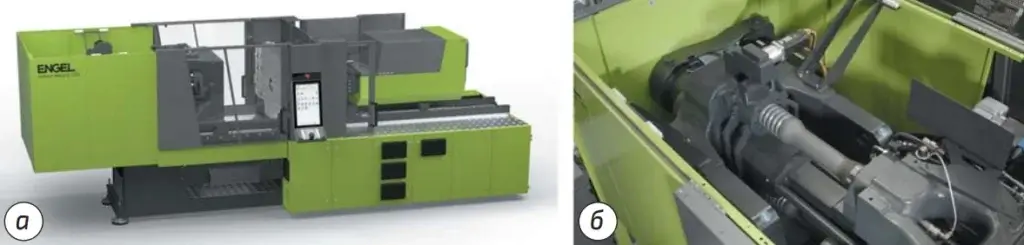
По словам разработчиков, это поколение ТПА, сохраняя все известные преимущества бесколонных машин, обладает дополнительными преимуществами, среди которых повышенная производительность, меньшая (на 200 мм) длина и др. В основе их конструкции лежит модернизированный трехточечный коленно-рычажный узел смыкания, обеспечивающий особенно равномерное распределение давления запирания формы (рис. 6, б). Благодаря встроенной системе выравнивания деформации плит их параллельность сохраняется даже в случае крупногабаритных форм. Модернизированная подвижная плита берет на себя такие функции, как центрирование формы и передача усилия смыкания, что способствует компактности конструкции ТПА. Таким образом, чисто электрические ТПА victory electric еще более расширяют линейку бесколонных машин ENGEL – сервогидравлических victory и гибридных e-victory, которых на мировом рынке за все время существования этого класса ТПА было уже продано свыше 85 000 (!) ед.
Для сектора упаковки компанией Engel была представлена готовая к серийному производству и полностью автоматизированная ячейка на основе электрического ТПА e-motion 420 с усилием смыкания 4200 кН, в которой в этажной (6+6)-гнездной форме фирмы Plastisud проводилось литье с подпрессовкой тонкостенных этикетированных контейнеров из ПЭТ для йогурта (рис. 7). Каждые 5 с из формы извлекались 12 контейнеров по 10 г каждый. Таким образом, то, что ранее было возможно только с помощью гидравлического ТПА, теперь было продемонстрировано на примере полностью электрического. При этом изделия изготавливались из смеси первичного (70 %) и вторичного (30 %) ПЭТ. Последний был предоставлен компанией NGR, которая производит его методом жидкофазной поликонденсации из ПЭТ-бутылок в целях использования в пищевой промышленности.

Новый, более производительный узел впрыска позволил увеличить скорость впрыска до 500 мм/с, т.е. почти на 67 % выше по сравнению со стандартными решениями. Были улучшены и другие технические характеристики машины. Так, оптимизированный для переработки ПЭТ шнек, несмотря на высокую окружную скорость (около 1 м/с), обеспечивает бережную обработку, гомогенизацию и дозирование расплава. Также улучшен доступ для техобслуживания и ремонта, что повышает общую эффективность оборудования (OEE). Эффективности литья способствует «умная» система-помощник iQ motion control, которая, оптимизируя движение смыкания формы, сокращает на 12 % время сухого хода и тем самым – цикла. Другая «умная» цифровая система – iQ weight control plus – способствует повышению воспроизводимости массы контейнеров и экономии материала.
Но, по мнению разработчиков, решающее значение для стабильного и эффективного производства ПЭТ-контейнеров имеет все-таки технология литья с подпрессовкой, когда впрыск начинается при не закрытой до конца форме, которая окончательно закрывается в процессе заполнения оформляющей полости. Это значительно снижает требуемые давление и скорость впрыска, минимизируя тем самым напряжения сдвига в материале и обеспечивая высокое качество изделий даже при малой толщине их стенки.
Система автоматизации процесса литья, разработанная французской компанией Pagés, точно размещает этикетки в гнездах, извлекает готовые контейнеры, контролирует их, отделяет при необходимости брак и упаковывает продукцию непосредственно в картонные коробки.
Что касается этикеток NextCycle от компании MCC Verstraete, то с помощью воздушного потока они легко отделяются от использованных изделий в процессе их последующей переработки, что обеспечивает получение чистого односортного вторсырья.
Подготовил канд. техн. наук В. Н. Мымрин с использованием пресс-материалов компаний, упомянутых в данном обзоре
K-2025: New Developments in Injection Moulding
At any industry trade show, including the K Show, the injection moulding equipment exhibit attracts the largest number of visitors. This is obviously due to the widespread use of injection molding technologies, which process up to 40% of all polymer materials. This review describes a number of new developments presented at the international plastics and rubber trade fair K-2025 (October 8–15, 2025, Düsseldorf) by leading injection moulding machines manufacturers.
(To be continued)
Опубликовано в журнале «Полимерные материалы» № 1 (320) 2026 г., с. 10-16.




