Методы неразрушающего контроля
Чистота — не только залог здоровья, но и важнейший показатель качества продукции, особенно оптического назначения. Но вот досада! Литьевая машина простаивает, на изделиях черные точки и свили из-за дефектных гранул с загрязнениями и пригаром, горячеканальная форма нуждается в очистке, а переработчик не может уложиться в сроки поставки (рис. 1). И при этом неясно, когда компаундер произведет и поставит новую партию гранулята, поскольку у него свой график поставок. Сценарий ужасов или реальность? Так нагнетает обстановку в своем релизе, выпущенном незадолго до выставки Fakuma-2023, компания Sortco (г. Нидерциссен, Германия) специализирующаяся на сортировке гранулята. А потом сама же предлагает способ избежать этого сценария с помощью оптико-механической технологии сортировки, не раскрывая, впрочем, более конкретно ее суть, а приглашая ознакомиться с ней на выставке. Об опыте Sortco в этой сфере деятельности свидетельствует тот факт, что на ее заводе в Гамбурге установлены 6 линий, которые в двухсменном режиме работы сортируют до 100 т гранулированного сырья в сутки с производительностью от 300 до 5000 кг/ч.

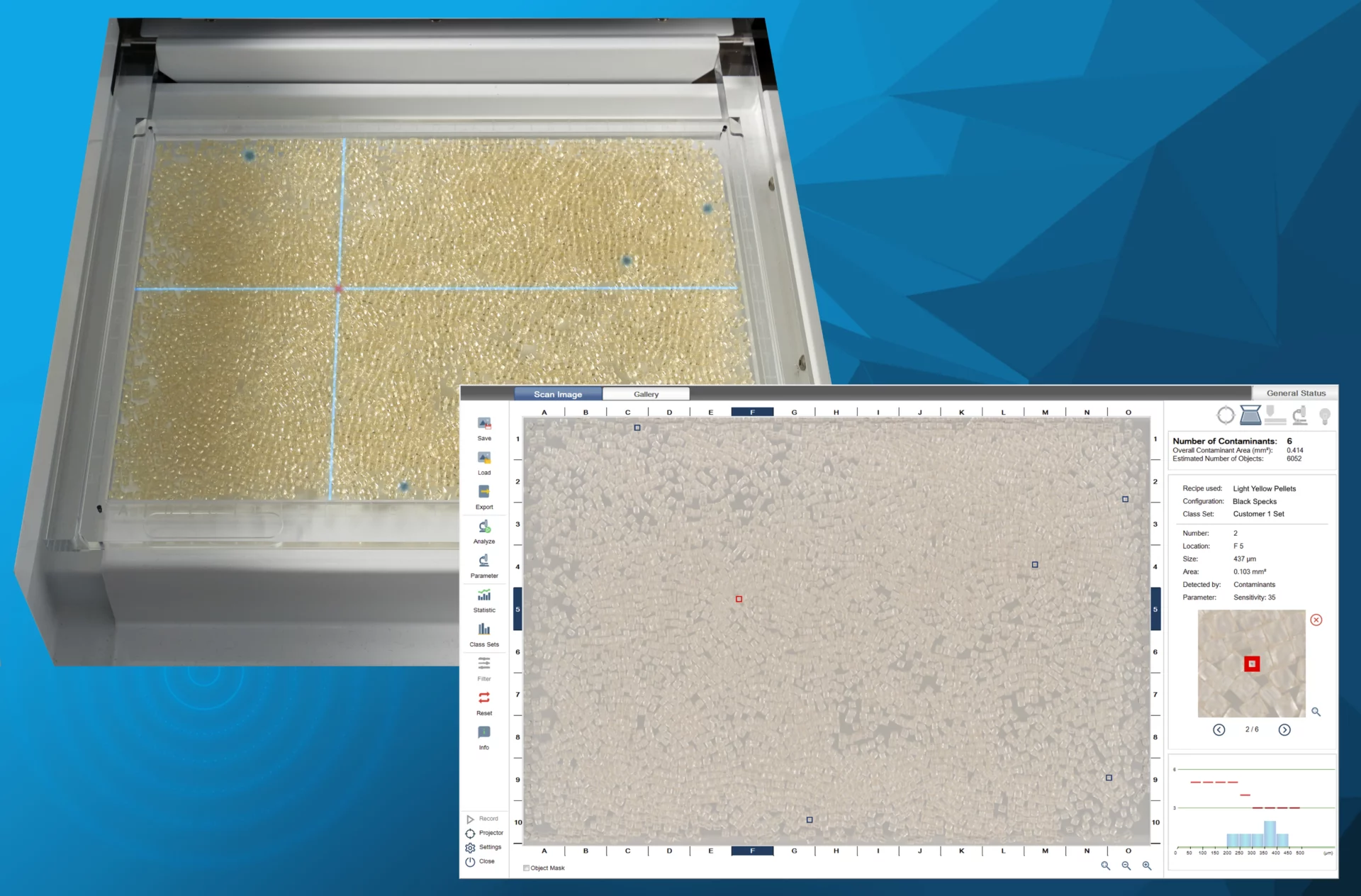
В свою очередь, из релиза компании Sikora AG (г. Бремен, Германия) становится ясно, чью технологию контроля использует компания Sortco и что она собой представляет. «Используя оптико-механическую систему Sikora, мы проводим выборочный статистический контроль партии гранулята и согласовываем с клиентом частоту испытаний и объем выборки. Например, из 1000 кг гранул тестируется от 1 до 3 проб по 100 г каждая», — поясняет Хильгер Гросс (Hilger Groß), руководитель отдела продаж и контроля качества в Sortco. При этом тестируемый материал распределяется по подложке для проб, автоматически проходит через зону контроля, где проверяется видеокамерой. Проектор выполняет маркировку цветом загрязненных гранул непосредственно на подложке для образца, а параллельно на мониторе они отображается и маркируются с указанием размера загрязнения (см. фото у заголовка статьи). При этом вся процедура анализа пробы занимает всего около 15 с, а в совокупности с подготовительными операциями — приблизительно 2 мин. Существует очень мало загрязнений, которые система не идентифицирует, поскольку она намного превосходят возможности человеческого глаза. Дело в том, что люди распознают отклонения изображения по яркости и цвету только с большой контрастностью. Описываемая же система тестирования мгновенно определяет все дефекты размером более 50 мкм, отличающиеся по цвету.
Существующие в настоящее время методы визуального контроля качества в промышленном крупносерийном и массовом производстве, в частности литьевых деталей из пластмасс, в большинстве случаев сложны и требуют больших капиталовложений. Так считают в Институте интеллектуальных аналитических и информационных систем Fraunhofer IAIS, который в целях выявления поверхностных дефектов предлагает использовать запатентованную им систему на основе искусственного интеллекта (ИИ), предназначенную для автоматического, надежного и быстрого НК качества блестящих или диффузно отражающих поверхностей (рис. 2).

Сам метод по принципу действия представляет собой разновидность одностороннего оптического НК с работой на отражение. В данном случае используются сканер со светодиодом в качестве источника света, выполняющий быстрый осмотр поверхности изделия, и камера в качестве детектора. При этом оптимальным с точки зрения выявляемости дефектов оказался зеленый цвет. Система может быть легко настроена в соответствии с геометрией контролируемого изделия. Ее можно легко модернизировать и использовать в процессе непрерывного производства. В целом описываемая система контроля поверхности сочетает в себе дефлектометрию, то есть бесконтактное обнаружение отражающих поверхностей, а также классические методы распознавания изображений и методы ИИ.

Осмотр поверхности выполняется в три кратковременные стадии (рис. 3):
- «захват» объекта с помощью камеры;
- оценка собранных данных с использованием методов классической обработки видеоизображений;
- выявление дефектов на основе ИИ с помощью так называемого глубокого обучения (deep learning).
Систему можно научить распознавать различные поверхностные дефекты размером от 0,1 мм, такие как царапины, дефекты окрашивания, «апельсиновая корка», утяжины и даже мельчайшие скопления пыли. К слову, захваченная частица пыли в лакокрасочном покрытии уже может представлять собой серьезный оптический эффект. При этом исследуемые детали необязательно должны иметь высокое зеркальное отображение, достаточен определенный уровень отражения.
Использование ИИ становится все более популярным в промышленности. В IAIS считают, что огромный потенциал здесь особенно присущ малым и средним предприятиям. Но чтобы ИИ мог выполнять сложные аналитические задачи, ему необходимо сначала предоставить соответствующую информацию — в данном случае, например, о том, как выглядят включения частиц, царапины или другие производственные дефекты на литьевой детали. Чтобы объем обучающих данных был управляемым, ученые применяют передовые подходы, такие как трансферное и машинное обучение. С помощью этих методов уже имеющиеся экспертные знания, например знания специалистов по контролю качества, могут быть интегрированы в обучающие данные.
В рамках исследовательского проекта под броским названием «Цифровая резина» (Digit Rubber) ученые из Немецкого института технологии каучука (DIK) создали опытную полупромышленную экструзионную установку с 60-миллиметровым экструдером, оснащенную встроенной оптической системой контроля качества резинового экструдата модели iProfilControl (iPC), разработанной компанией Pixargus GmbH (г. Вюрзелен, Германия) (рис. 4).

Масштабируемая система, оснащенная в стандартном исполнении четырьмя камерами, может быть адаптирована к новым условиям технологического процесса с шестью или даже восемью камерами. В зависимости от требований заказчика эта система может быть использована для полноразмерного контроля экструдата или 100%-ного выявления поверхностных дефектов, или и того, и другого одновременно. Управление процессом осуществляется с помощью компактного настольного устройства со встроенным вычислительным блоком и сенсорным экраном или же с помощью планшета, ноутбука или ПК. Погрешность измерений не превышает 0,01 %, причем система заранее сигнализирует об опасном отклонении размеров еще до того, как оно достигнет допустимого значения. В дальнейшем, считают в DIK, цифровизация технологической цепочки и использование искусственного интеллекта (ИИ) еще на стадиях приготовления резиновой смеси и ее загрузки в экструдер помогут предотвратить отклонения от заданного состава. При этом именно ИИ должен решать, как он будет корректировать параметры процесса, чтобы перерабатываемая смесь отвечала требованиям спецификации.
Спектроскопия с использованием ультракоротких радиоволн в терагерцевом (ТГ) диапазоне — это сравнительно молодой метод объемного НК непроводящих материалов, и возможности применения этого метода до настоящего времени были ограничены лабораторными работами, считают в компании Fill GmbH (г. Гуртен, Австрия), хотя уже в 2010 г., как следует из источника [1], ТГ-спектроскопия находилась «накануне про- мышленного внедрения». В рамках международного проекта Eureka ATTIC ТГ-технология НК была интегрирована в качестве дополнительной в установку модели Accubot для автоматизированного контроля, в которой высокоточные роботы могут работать как по отдельности, так и совместно по параллельным линейным осям (рис. 5). Благодаря дополнительной поворотной сервооси роботов, проверка деталей возможна даже на небольших, сильно изогнутых, участках изделий.

Радиоволновый ТГ-диапазон простирается от примерно 100 ГГц до 10 ТГц (длина волны — от 0,05 до 3,0 мм) и образует пограничную область с оптическим излучением. Данный метод позволяет проводить бесконтактные исследования деталей из стеклопластика, древесины и других неметаллических непроводящих материалов без каких-либо специальных требований с точки зрения техники безопасности. Примером служит визуализированный контроль дефектов в области отверстий изделий из стеклопластиков. Кроме того, метод также можно использовать для исследования вспененных полимерных материалов или определения качества сварки термопластов.
Тот же метод в его одностороннем исполнении был исследован и использован в институте Fraunhofer ITWM из г. Кайзерслаутерна (Германия) для измерения толщины отдельных слоев в пластиковых трубах с многослойной стенкой (рис. 6). В данном случае принцип измерения основан на корреляции толщины с разностью двух последовательных эхо-сигналов, принятых детектором от граничных поверхностей этого слоя, при известной скорости ТГ-волн.

Минимальная контролируемая толщина слоя в трубах, а также лакокрасочных покрытий на поверхности изделий может достигать 10 мкм и менее при субмикронном разрешении. В случае труб контроль проводится непрерывно в четырех точках по периметру трубы с частотой до 1000 измерений в секунду и более, а быстродействие ТГ-толщинометрии позволяет получать и обрабатывать результаты контроля практически мгновенно при любой скорости экструзии.
Еще один Фраунгоферовский институт — Fraunhofer IVV из г. Фрайзинга (Германия) — попытался предложить решение сложной, хотя и далеко не новой задачи, заключающейся в выявлении причин запаха, иногда довольно сильного и неприятного, который могут иметь некоторые полимерные материалы и изделия из них и который отталкивает потенциальных потребителей подобной продукции от ее приобретения. А причины могут быть самыми различными. Например, пахучими бывают некоторые добавки, используемые в составе полимерного материала. Кроме того, вещества, обладающие активным запахом, могут образовываться во время производства изделий в результате реакций различных компонентов друг с другом. Наконец, возможны механизмы, при которых пахучие вещества образуются в результате окислительных процессов во время хранения. А если речь идет о производстве изделий из вторичных пластмасс или с их частичным содержанием, то причиной неприятных запахов может быть недостаточная очистка вторичного сырья. В любом случае возникает вопрос об объективном способе регистрации типа и интенсивности запаха, чтобы затем выявить его возможный источник в целях устранения. Для этого исследователи из Fraunhofer IVV разработали специальный метод обнаружения запаха, который сочетает, грубо говоря, человеческий нос с инструментальной аналитикой (рис. 7).
На первом этапе исследований стояла так называемая прямая задача дефектоскопии, которая в данном случае заключалась в создании банка хроматографических данных, соответствующих тому или иному запаху и его известному источнику. На этом этапе контролер, обладающий острым обонянием, прямо на хроматограмме отмечает это место (см. рис. 7). На следующем этапе исследований предполагается решать обратную задачу дефектоскопии, т. е. по данным газового хроматогафического анализа объекта контроля идентифицировать источник и причину запаха.

Две австрийские компании — ENGEL Austria GmbH (г. Швертберг) и Josef Ressel Zentrum (г. Вельс) — исследовали возможность использования термографии для встроенного контроля изделий, изготовленных литьем под давлением [2]. В целом измерительная ячейка включала в себя термокамеру, работающую по принципу тепловизора, лампу-вспышку и пневматический захват для позиционирования детали (рис. 8). В качестве объекта исследования была выбрана крупногабаритная деталь из ПП, подкрепленная ребрами жесткости, а в качестве контролируемого внутреннего дефекта — сложная для выявления усадочная раковина (иначе — вакуоль), которая предположительно могла возникнуть при охлаждении отливки в области схождения нескольких ребер жесткости. Как было установлено в дальнейшем, так оно и оказалось.

В случае термографии — разновидности теплового НК — документом о ее результатах является термографический снимок (иначе — термограмма), анализируемый на экране тепловизора, компьютера или на бумажном носителе. В качестве источника теплового излучения обычно выбирают галогеновую лампу или лампу-вспышку, как в данной работе. Признаком дефекта служит локальный температурный перепад на поверхности изделия, возникающий в области дефекта, существенно отличающегося по теплопроводности от основного материала, как, например, в случае пластика и воздушной среды внутри раковины.

Раковины образуются в результате усадки материала, причем чем больше толщина стенки, тем выше вероятность их образования. Таковым, собственно, и является исследуемое изделие, представленное на рис. 8. Причиной образования в нем раковин служат возникающие при охлаждении отливки напряжения растяжения в перекрестье, образованном четырьмя сходящимися ребрами жесткости (рис. 9). Измерение начинается автоматически, как только линейный робот, установленный на литьевой машине, разместит изделие перед камерой. Система контроля отслеживает изменение температуры поверхности изделия во времени и запускает анализ данных. Если при этом обнаруживаются раковины, их размер рассчитывается на основе данных о температурном перепаде с использованием методов обработки изображений и статистики. Как видно из рис. 10, компьютерная обработка полученного термографического изображения, проводимая с помощью специального программного обеспечения, позволяет существенно повысить чувствительность и разрешающую способность метода.

Помимо геометрии детали, существенное влияние на образование раковин оказывают конструкция литьевой формы и литниковой системы, а также параметры процесса литья. Поэтому после первоначальных испытаний в лабораторных условиях партнеры по разработке приступили к широкомасштабному исследованию этого вопроса в промышленных условиях. Целью было найти взаимосвязь между размером раковины и отдельными параметрами процесса литья, включая значения температуры формы и впрыскиваемого расплава, а также давление и время подпитки, чтобы управлять величиной этого дефекта и, по возможности, свести ее к нулю. В общей сложности было проверено и оценено качество более чем 1000 упомянутых изделий. Из рис. 11, представленного для примера, видно, что при повышенном до 400 бар давлении подпитки удается существенно уменьшить размер раковины в литьевом изделии (здесь 200 пкс примерно соответствуют ее диаметру, равному 0,7 мм). В настоящее время обе компании работают над коммерциализацией проекта.


Швейцарская компания Kistler Instrumente GmbH из г. Винтертура известна своими разработками в области систем измерения давления, силы, крутящего момента и ускорения в процессах переработки пластмасс, в частности литьем под давлением. Ее новая система контроля ComoNeo, основанная на измерении давления внутри литьевой формы, включает высокоточные датчики давления и программное обеспечение Stasa QC, позволяющее проанализировать результаты измерений и спрогнозировать тот или иной показатель качества литьевых изделий с помощью специально разработанной математической модели [3]. Благодаря специальным алгоритмам в программном обеспечении Stasa QC и использованию машинного обучения, достигается очень высокая точность этой модели. В результате можно прогнозировать качество литьевых изделий в процессе производства и отсеивать те, которые выходят за рамки допуска (рис. 12). Таким образом, считают в компании, система ComoNeo подходит не только для обеспечения требуемого качества продукции, но и для значительного снижения затрат на испытания.

Разрушающие испытания
Компания ZwickRoell GmbH & Co. KG (г. Ульм, Германия) комментирует стандарт ISO 527-2, который определяет формы и размеры испытуемых образцов в целях повышения воспроизводимости результатов испытаний, проводимых в соответствии со стандартом ISO 527. Последний является основным международным стандартом испытаний пластмасс на растяжение. Он регламентирует условия их проведения на всех типах продукции из пластмасс, включая пленки, наполненные и ненаполненные пластики, а также армированные волокном композиционные материалы и, таким образом, позволяет получать сопоставимые результаты испытаний. В стандарте подробно описаны условия испытаний, такие как геометрия образцов, получение измеренных значений или скорость испытаний. На основе полученной диаграммы зависимости напряжения от деформации образца можно определить целый ряд показателей — от удлинения и напряжения в ходе испытаний до прочности и модуля упругости при растяжении, а также удлинения при разрыве. Испытание можно разделить на две части: определение модуля упругости при низкой скорости растяжения образца (1 мм/мин) и дальнейшее испытание образца вплоть до его разрушения при значительно более высокой скорости (обычно 5 или 50 мм/мин). В ходе последнего обновления части 1 стандарта в 2019 г. произошли три важных изменения: были дополнительно детализированы требования к измерению размеров образцов, пересмотрены требования к измерению деформации для определения модуля упругости и введено новое определение результатов при максимальном растяжении и разрыве. В целях повышения точности измерений среди прочего используются бесконтактные экстензометры, от которых, в свою очередь, требуется соответствующая точность (рис. 13). Zwickroell предлагает цифровые экстензометры Macroxtens и Multi-Xtens, отвечающие этим требованиям.

Южно-Германский центр пластмасс SKZ (г. Вюрцбург) разработал метод испытаний, который, как считают в SKZ, позволяет легче, чем раньше, определять длительную прочность термопластов при растяжении. Чтобы испытания были более простыми, их методика была разработаны таким образом, чтобы их можно было проводить на стандартной испытательной машине, такой, например, как Allround Line компании ZwickRoell (рис. 14, а), оснащаемой, при необходимости, дополнительной камерой термостатирования образцов, в которой можно создавать температуру от —80 до +360 °C. Эта машина универсальна и поставляется в различных вариантах исполнения — с рабочей высотой испытательного отсека от 1030 до 2560 мм и максимальным усилием от 5 до 250 кН. Она подходит для испытаний не только на растяжение, но и на сжатие и изгиб и доступна в виде напольной и настольной в зависимости от исполнения.
Испытание проводится на основе оценки амплитуды деформации при периодических нагружениях образца до все большего напряжения растяжения. В перерывах между циклами нагружения проводится измерение остаточной деформации удлинения образца, по которой специальное программное обеспечение рассчитывает затрачиваемую энергию — общую, накопленную и диссипируемую (см. рис. 14, б). Напряжение, при котором начинаются необратимые деформации и, соответственно, потери энергии, считается предельным и принимается за длительную прочность данного материала. В SKZ считают, что их метод в сочетании со стандартной испытательной машиной Allround Line устраняет необходимость в длительных и дорогостоящих испытаниях, требующих больших затрат времени и материалов.

Важным показателем качества конструкционных полимерных материалов и изделий, которые могут подвергаться во время эксплуатации ударным нагрузкам, является энергия разрушения. Универсальный маятниковый копер с энергией удара до 50 Дж компании Coesfeld GmbH & Co. KG из Дортмунда имеет модульную конструкцию и может быть легко переоборудован с испытаний пленок на прокол на испытания на ударную вязкость по Изоду или Шарпи, а также на высокоскоростное растяжение. Оптический контроль положения маятника и автоматическое определение потерь энергии обеспечивают безопасность процесса, а электрический тормоз устраняет необходимость в сжатом воздухе для работы. В качестве опции ударный механизм может быть расширен до полностью автоматического в сочетании с автоматической же подачей образцов и возвратом маятника в исходное положение с помощью двигателя (рис. 15). Обработку результатов и предоставление отчета оперативно проводит программное обеспечение Windows. Высокая скорость ударных испытаний вплоть до 6,7 м/с, которая требуется, например, для некоторых изделий в автомобилестроении, легко достигается с помощью разгонного блока, обеспечивая в этом случае энергию удара до 2000 Дж.

Литература
1. Витцке Ш., Кох М., Джорденс К. и др.Накануне промышленного внедрения // Приложение «Kunststoffe Пластмассы» в журнале «Полимерные материалы» – 2010. – No 12. – C. 2–4; 2011. – No 1. – С. 2–5.
2. Bernhard H., Gruber J., Mayr K.-Н., Kilian J. Mit der Qualitätsregelung den Lunker in die Schranken weisen // Kunststoffe – 2023 – Nr. 3 – S. 60–63.
3. Vaculik R. Wenn validierte Qualität kein Wettbewerbsvorteil ist // Kunststoffe – 2023. – Nr. 7. – S. 53–55.
Quality Control of Polymer Materials and Products Made of them: New Developments
A number of developments in the field of quality control of polymer materials and products from them are described. Some of these developments will be presented at the upcoming major industry exhibition Fakuma-2023 (Friedrichshafen, Germany).




